
Ogni stampa 3D fallita ha un costo reale: materiale sprecato, tempo perso, consegne ritardate. Nelle produzioni industriali e nei prototipi tecnici, un singolo errore di configurazione può compromettere un'intera serie. La differenza tra un risultato professionale e uno scarto non sta quasi mai nella macchina, ma nel processo che la precede. Una checklist strutturata e ragionata è lo strumento che separa chi produce in modo sistematico da chi affronta ogni stampa come un tentativo. In questo articolo trovi una guida operativa completa: criteri, parametri, tabelle e una checklist pronta all'uso per ogni fase della produzione.
Indice
- Criteri fondamentali per una checklist efficace
- Controllo del modello 3D e validazione del progetto
- Impostazioni slicing e materiali: parametri controllo qualità
- Preparazione piano di stampa e adesione
- Monitoraggio stampa e controllo finale
- Checklist operativa pronta all'uso
- Ottimizza la tua produzione con Lovabyte
- Domande frequenti sulla checklist per la stampa 3D
Punti Chiave
| Punto | Dettagli |
|---|---|
| Checklist riduce errori | Controllare ogni fase con metodo abbassa drasticamente il rischio di sprechi e fermi macchina. |
| Parametri slicing critici | Scelta e impostazione corretta di temperatura, infill e layer height sono essenziali per la qualità finale. |
| Adesione garantita dalla preparazione | La pulizia e la regolazione termica del piano sono essenziali per evitare distacchi. |
| Monitoraggio e validazione | Il controllo continuo aiuta a intercettare difetti prima che diventino costosi. |
Criteri fondamentali per una checklist efficace
Non esiste una checklist universale valida per ogni produzione. Ogni progetto ha materiali diversi, geometrie diverse, requisiti funzionali diversi. Una checklist efficace nasce dall'analisi del contesto specifico, non da un modello generico copiato online.
Il primo criterio è la personalizzazione. Prima di avviare qualsiasi macchina, devi sapere esattamente cosa stai producendo, per quale scopo e con quali vincoli. Un prototipo estetico ha esigenze diverse da un componente funzionale destinato a subire stress meccanici.
Il secondo criterio riguarda il DFM, ovvero il Design for Manufacturing. L'approccio iterativo e il DFM sono centrali nella prototipazione manifatturiera: applicarli significa progettare già pensando ai limiti e alle possibilità della macchina, non adattare il modello a posteriori. Questo riduce rilavorazioni e scarti in modo significativo.
Il terzo criterio è la struttura per fasi. Una checklist efficace non è una lista piatta: è suddivisa in momenti precisi del flusso produttivo. Progettazione, pre-stampa, durante la stampa, post-stampa. Ogni fase ha i suoi controlli specifici.
Ecco i punti imprescindibili da includere prima di ogni avvio macchina:
- Verifica del file sorgente e del formato esportato
- Controllo delle dimensioni e della scala nel software di slicing
- Selezione del materiale in base ai requisiti funzionali
- Impostazione dei parametri di stampa validati per quel materiale
- Controllo del piano di stampa e del livellamento
- Verifica della garanzia di qualità applicabile alla produzione
"Una checklist non è un documento burocratico: è la memoria operativa del tuo processo produttivo. Chi la salta, la paga."
Consiglio Pro: Crea una versione digitale della checklist con caselle di spunta e aggiornala ogni volta che identifichi un nuovo errore ricorrente. Diventa uno strumento vivo, non un documento statico.
Controllo del modello 3D e validazione del progetto
Il file è il punto di partenza. Se il modello ha errori geometrici, nessun parametro di slicing potrà salvarti. Questo step è spesso sottovalutato, ma è il più critico dell'intero flusso.
Ecco la sequenza corretta di validazione del modello:
- Verifica della solidità della mesh: controlla che non ci siano superfici aperte, normali invertite o geometrie non manifold. Software come Meshmixer o PrusaSlicer segnalano automaticamente questi problemi.
- Controllo dimensioni e scala: importa il file nel software di slicing e verifica che le dimensioni corrispondano al progetto originale. Errori di scala sono tra i più comuni e i più costosi.
- Analisi delle tolleranze: per accoppiamenti funzionali, verifica che i gap tra parti siano adeguati al materiale scelto. Il PLA si ritira diversamente dal PETG o dall'ABS.
- Simulazione dei movimenti: se il componente ha parti mobili, simula il movimento prima di stampare. Eviti di scoprire interferenze solo dopo la stampa.
- Esportazione nel formato corretto: preferisci 3MF rispetto a STL quando possibile, perché conserva informazioni aggiuntive come colori e configurazioni.
Il DFM va applicato già in fase di modellazione per ridurre i potenziali problemi in produzione: non è un controllo finale, è una filosofia progettuale.
Consiglio Pro: Usa sempre un visualizzatore di mesh dedicato prima dello slicing. Aprire il file direttamente nello slicer senza una verifica preliminare è il modo più rapido per sprecare ore di stampa.
Per approfondire le tecniche di validazione modelli 3D e ridurre gli errori in fase progettuale, esistono risorse specifiche pensate per professionisti del settore.
Impostazioni slicing e materiali: parametri controllo qualità
Una volta validato il modello, le impostazioni di slicing determinano fisicamente il risultato. Qui non c'è spazio per l'approssimazione.
La scelta del materiale è il primo parametro da fissare. PLA per prototipi estetici e test rapidi, PETG per componenti che richiedono resistenza chimica e flessibilità, ABS per parti che devono sopportare temperature elevate o stress meccanici intensi. Ogni scelta porta con sé un set di parametri specifici.
I parametri consigliati di slicing per PLA, PETG e ABS variano significativamente in termini di temperature, infill, pareti e layer height. Usare i parametri del PLA su un file destinato all'ABS è un errore che si paga con warping, delaminazione o rotture premature.
| Materiale | Temp. estrusione | Temp. piano | Layer height | Infill consigliato |
|---|---|---|---|---|
| PLA | 190-220°C | 50-60°C | 0,1-0,3 mm | 15-20% |
| PETG | 230-250°C | 70-85°C | 0,15-0,25 mm | 20-30% |
| ABS | 230-250°C | 100-110°C | 0,15-0,25 mm | 25-40% |
| TPU | 220-240°C | 30-60°C | 0,15-0,2 mm | 20-30% |
Oltre alla temperatura, controlla sempre questi parametri prima di avviare:
- Shell e perimetri: almeno 3 perimetri per parti funzionali, 2 per prototipi estetici
- Layer height: layer più sottili migliorano la qualità superficiale ma aumentano i tempi
- Velocità di stampa: riduci la velocità per geometrie complesse o materiali tecnici
- Supporti: verifica che siano necessari e posizionati correttamente per minimizzare le tracce
- Anteprima slicing: controlla sempre layer per layer le zone critiche prima di inviare in stampa
Per una guida dettagliata sui parametri slicing per materiali tecnici, trovi risorse specifiche per chi parte da zero o vuole ottimizzare produzioni esistenti.
Preparazione piano di stampa e adesione
Il primo layer è il fondamento di tutto. Se non aderisce correttamente, la stampa fallisce indipendentemente da quanto siano perfetti i parametri successivi.
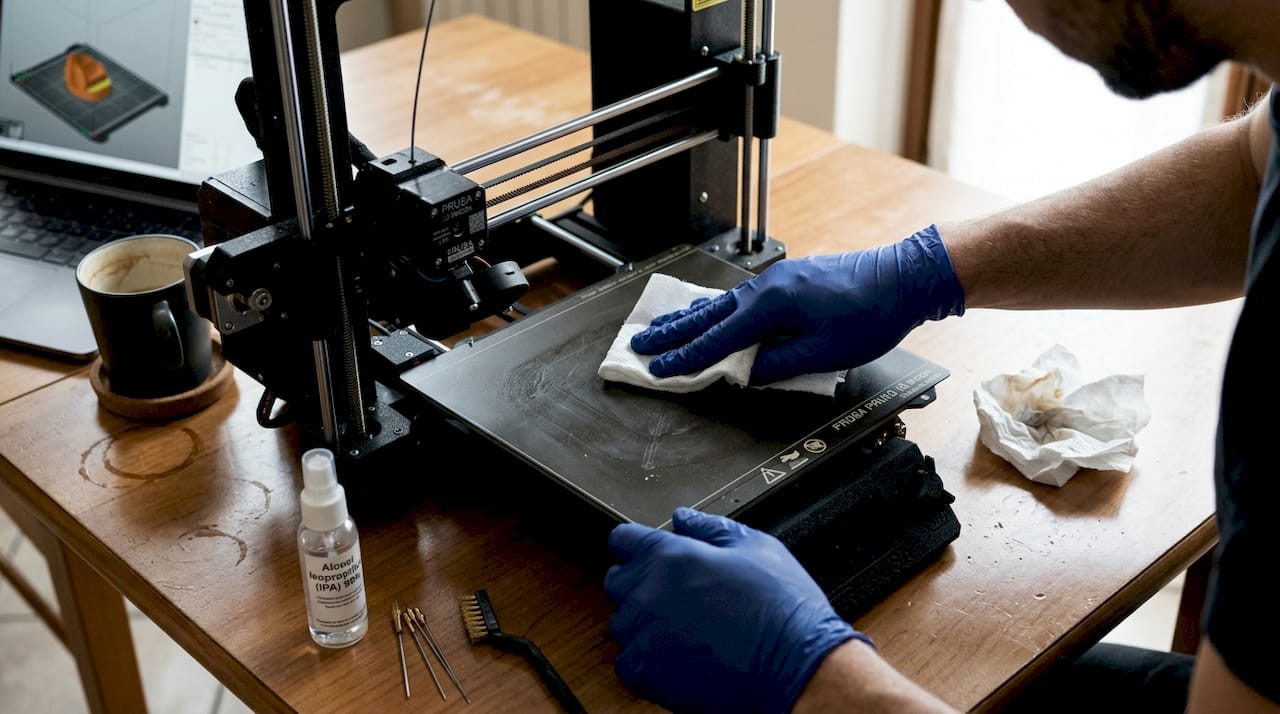
Adesione perfetta si ottiene con pulizia accurata con IPA, temperature del piano calibrate per ogni materiale, livellamento preciso e uso di brim o raft nei casi complessi. Non è una procedura opzionale: è la base.
| Materiale | Temp. piano consigliata | Superficie ottimale |
|---|---|---|
| PLA | 50-60°C | PEI, vetro, nastro |
| PETG | 70-85°C | PEI texture, vetro |
| ABS | 100-110°C | PEI, kapton, ABS slurry |
| TPU | 30-60°C | PEI, vetro pulito |
La sequenza corretta di preparazione del piano:
- Pulisci il piano con alcool isopropilico al 90% o superiore prima di ogni stampa
- Verifica il livellamento in almeno 5 punti: 4 angoli e centro
- Controlla la distanza ugello-piano con un foglio di carta o il sensore automatico
- Usa il brim per parti con base piccola o geometrie che tendono al warping
- Usa il raft solo quando il brim non è sufficiente, perché aumenta i tempi e il consumo di materiale
Dato chiave: secondo le analisi sui problemi più comuni nella stampa 3D, oltre il 40% degli errori di stampa è direttamente riconducibile a problemi di adesione al piano, risolvibili con una corretta preparazione preliminare.
Per soluzioni specifiche ai problemi di adesione, il servizio di risoluzione problematiche adesione offre supporto tecnico diretto per casi complessi.
Monitoraggio stampa e controllo finale
Avviata la stampa, il lavoro non è finito. Il monitoraggio attivo è ciò che distingue una produzione professionale da una artigianale.
Ecco le fasi essenziali di monitoraggio:
- Controllo del primo layer: osserva i primi 2-3 layer. Se l'adesione non è corretta, fermati subito e correggi.
- Monitoraggio visivo continuo: usa telecamere dedicate come Obico o i sistemi integrati Bambu Lab per seguire la stampa da remoto.
- Controllo dei log di stampa: molti slicer e firmware registrano anomalie di temperatura o flusso. Analizzali dopo ogni stampa.
- Ispezione post-stampa: controlla dimensioni con calibro digitale, verifica la qualità superficiale e testa gli accoppiamenti funzionali.
- Documentazione degli esiti: registra i parametri usati e il risultato ottenuto. Costruisci un database di configurazioni validate.
Isolare una variabile alla volta in caso di problemi migliora la capacità di risoluzione: cambiare temperatura, velocità e materiale contemporaneamente non ti dirà mai quale era il vero problema.
"Il monitoraggio non è controllo paranoico: è raccolta dati. Ogni stampa è un'opportunità per migliorare il processo successivo."
Consiglio Pro: Adotta uno standard di validazione dimensionale post-stampa con tolleranze definite a priori. Stabilisci soglie di accettazione chiare prima di iniziare la produzione, non dopo aver visto il risultato.
Per un monitoraggio professionale stampa 3D con strumenti avanzati e supporto tecnico, esistono soluzioni pensate specificamente per ambienti produttivi.
Checklist operativa pronta all'uso
Ecco la checklist completa, suddivisa per fase. Stampala, integrala nel tuo gestionale o usala come base per una versione personalizzata.
L'efficacia di checklist ben strutturate riduce drasticamente errori e rilavorazioni: ogni voce qui sotto corrisponde a un errore reale riscontrato in produzione.
Fase 1: Progettazione
- File esportato nel formato corretto (3MF o STL verificato)
- Mesh solida senza errori geometrici
- Dimensioni e scala verificate
- Tolleranze adeguate al materiale scelto
- DFM applicato: nessuna geometria impossibile da stampare
Fase 2: Pre-stampa
- Materiale selezionato in base ai requisiti funzionali
- Parametri slicing impostati per quel materiale specifico
- Anteprima slicing controllata layer per layer nelle zone critiche
- Piano pulito con IPA
- Livellamento verificato in 5 punti
- Temperatura piano impostata correttamente
- Brim o raft configurati se necessario
Fase 3: Durante la stampa
- Primo layer osservato e approvato
- Sistema di monitoraggio attivo
- Nessuna anomalia di temperatura o flusso nei primi 10 minuti
- Supporti che si formano correttamente
Fase 4: Post-stampa
- Controllo dimensionale con calibro
- Verifica qualità superficiale
- Test accoppiamenti funzionali
- Parametri e risultato documentati
- Eventuali anomalie registrate per analisi
Prima di avviare una nuova produzione, usa la verifica checklist in fase di preventivo per allineare aspettative e parametri tecnici fin dall'inizio.
Ottimizza la tua produzione con Lovabyte
Avere una checklist è il primo passo. Il secondo è avere al fianco un team che conosce ogni variabile del processo produttivo e sa come intervenire quando qualcosa non torna. Lovabyte nasce esattamente per questo: supportare aziende e professionisti nella stampa 3D tecnica con un approccio end-to-end.

Con il servizio di stampa 3D professionale di Lovabyte, accedi a macchine Bambu Lab di ultima generazione, materiali tecnici certificati e un team specializzato che segue ogni fase della produzione. Se hai bisogno di risolvere un problema specifico o ottimizzare un flusso esistente, il supporto tecnico dedicato è disponibile per interventi mirati. Vuoi formare il tuo team interno? I percorsi di formazione sulla stampa 3D coprono tutto, dalla configurazione macchina alla gestione avanzata dei parametri. Qualità, velocità e competenza nello stesso posto.
Domande frequenti sulla checklist per la stampa 3D
A cosa serve una checklist nella stampa 3D?
Serve a ridurre errori e imprevisti garantendo che ogni fase sia controllata in modo sistematico. La checklist riduce scarti e fermi macchina, trasformando ogni produzione in un processo ripetibile e affidabile.
Quali problemi risolve la pulizia del piano di stampa?
Evita distacchi durante la stampa e migliora l'adesione dei materiali al piano. La pulizia con IPA garantisce adesione corretta e riduce i difetti già dal primo layer.
Come scegliere la temperatura giusta per il materiale?
Consulta la tabella dei parametri consigliati per ogni materiale e fai test incrementali partendo dal valore medio. Le temperature ottimali per PLA, PETG e ABS sono specificate e verificabili tramite checklist strutturata.
Perché è importante controllare ogni variabile separatamente?
Isolare i parametri aiuta a identificare e risolvere più rapidamente gli errori senza introdurre nuove variabili di confusione. L'approccio iterativo isola i problemi uno alla volta, rendendo ogni correzione misurabile e replicabile.