TL;DR:
- La manutenzione preventiva è essenziale per ridurre i costi e garantire la qualità delle stampe 3D.
- Strumenti come chiavi, alcol isopropilico e lubrificanti specifici sono cruciali per una corretta routine di cura.
- Controlli regolari di cinghie, nozzle e componenti meccanici evitano fermate impreviste e deterioramenti.
Una stampa fallita a metà notte, un nozzle ostruito prima di una consegna urgente, layer shift su un prototipo che doveva essere perfetto. Questi scenari non sono sfortuna: sono il risultato diretto di una manutenzione trascurata. Per aziende e professionisti che usano la stampa 3D in produzione, ogni fermo macchina si traduce in costi reali e ritardi inaccettabili. Questa guida copre tutto il necessario per strutturare una routine di manutenzione efficace: dalla preparazione degli strumenti alle operazioni quotidiane, dalla pulizia del nozzle ai controlli meccanici, fino al troubleshooting dei casi più ostici.
Indice
- Preparazione: strumenti e materiali indispensabili
- Routine di manutenzione ordinaria: come e quando intervenire
- Pulizia e manutenzione dell'estrusore e del nozzle
- Controlli meccanici ed elettronici: assi, cinghie e firmware
- Troubleshooting: errori comuni e casi particolari
- Il dietro le quinte della manutenzione 3D professionale: la lezione degli esperti
- Formazione e soluzioni professionali per la stampa 3D
- Domande frequenti sulla manutenzione della stampante 3D
Punti Chiave
| Punto | Dettagli |
|---|---|
| Routine programmata | Una manutenzione regolare riduce downtime e mantiene alta la qualità delle stampe. |
| Strumenti adeguati | Solo materiali e lubrificanti specifici garantiscono una lunga durata dei componenti. |
| Controlli mirati | Monitorare nozzle, assi e firmware aiuta a prevenire guasti costosi. |
| Formazione continua | Corsi e aggiornamenti aumentano l’affidabilità della produzione e le competenze del team. |
Preparazione: strumenti e materiali indispensabili
Identificati i problemi legati a una cattiva manutenzione, partiamo dalla base: la preparazione degli strumenti. Avere tutto a portata di mano prima di iniziare non è un dettaglio secondario. È la differenza tra una manutenzione fatta bene e una fatta a metà.
Per una postazione professionale servono almeno questi elementi:
- Chiavi esagonali (set completo da 1.5 a 5 mm)
- Alcol isopropilico al 90% o superiore per la pulizia del piatto
- Lubrificante specifico per guide lineari (mai prodotti generici)
- Aghi per nozzle da 0.4 mm per rimuovere residui
- Guanti in nitrile per protezione durante la pulizia
- Aria compressa in bomboletta per ventole e ingranaggi
- Panni in microfibra per superfici delicate
- Nozzle di ricambio in acciaio, ottone o acciaio indurito
Un errore frequente che vediamo spesso in ambienti produttivi è l'uso di WD-40 sulle guide. È un prodotto universale, certo, ma completamente sbagliato per questo scopo. Come indicato nelle manutenzioni raccomandate, servono lubrificanti specifici per guide, alcol isopropilico per il piatto e aghi da 0.4 mm per i nozzle. Il WD-40 attira polvere e degrada i componenti nel tempo.
| Strumento | Utilizzo | Frequenza d'uso |
|---|---|---|
| Alcol isopropilico | Pulizia piatto | Ogni stampa |
| Lubrificante guide | Assi lineari | Settimanale |
| Aria compressa | Ventole, ingranaggi | Settimanale |
| Aghi nozzle | Sblocco residui | Al bisogno |
| Chiavi esagonali | Viti strutturali | Mensile |
Scegliere di usare materiali di qualità riduce anche la frequenza di certi interventi: filamenti di bassa qualità lasciano più residui nel nozzle e contaminano il sistema di estrusione più rapidamente.
Consiglio Pro: Tieni sempre uno stock di almeno 3-5 nozzle di ricambio e, se usi stampanti a resina, scorte di fogli FEP. Quando serve la sostituzione, non puoi permetterti di aspettare la spedizione.
Le routine di manutenzione consigliate da Prusa confermano che la preparazione anticipata degli strumenti riduce drasticamente il tempo di fermo macchina durante gli interventi.
Routine di manutenzione ordinaria: come e quando intervenire
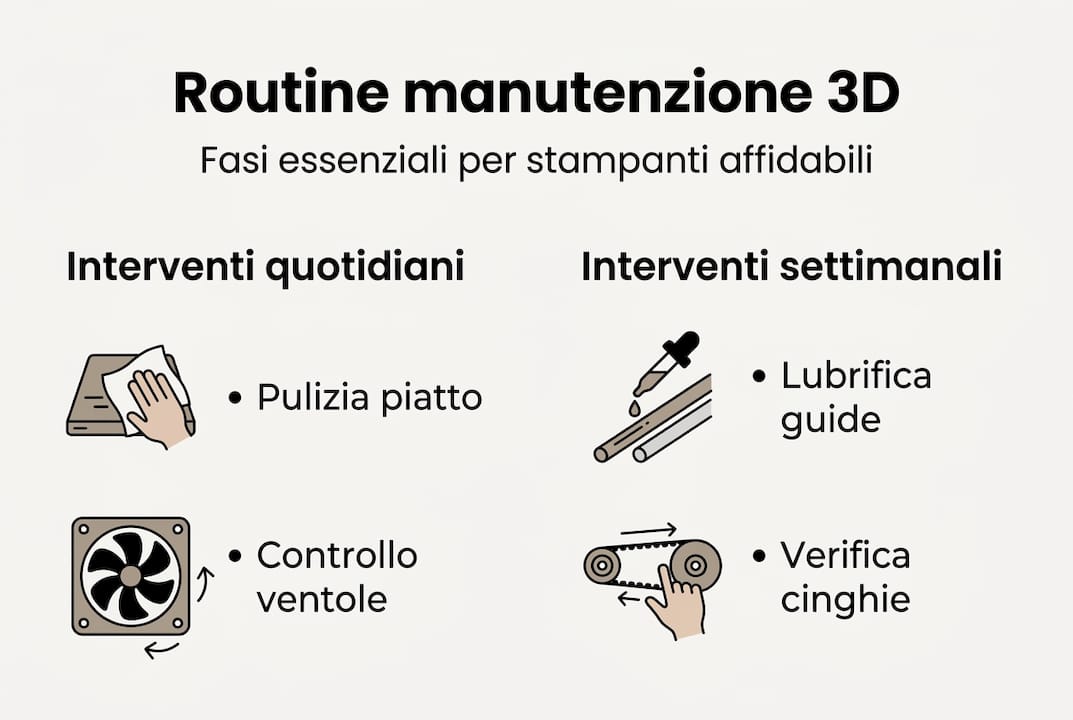
Con l'attrezzatura pronta, è il momento di strutturare una routine quotidiana e periodica. La manutenzione ordinaria è l'insieme di operazioni preventive che mantengono la stampante in condizioni ottimali senza aspettare che qualcosa si rompa. Chi la ignora paga il conto doppio: prima in qualità degradata, poi in riparazioni costose.
La frequenza corretta degli interventi prevede pulizia del piatto ogni 3-5 stampe, controllo ventole dell'hotend e lubrificazione delle guide lineari con cadenza settimanale o mensile in base all'intensità d'uso.
| Operazione | Frequenza | Priorità |
|---|---|---|
| Pulizia piatto con alcol | Ogni 3-5 stampe | Alta |
| Controllo ventole | Settimanale | Alta |
| Lubrificazione guide | Settimanale/mensile | Alta |
| Verifica cavi e connettori | Mensile | Media |
| Pulizia generale struttura | Mensile | Media |
Ecco la sequenza operativa consigliata per la manutenzione ordinaria:
- Spegni la stampante e lascia raffreddare completamente hotend e piatto
- Pulisci il piatto con alcol isopropilico e panno in microfibra, rimuovendo ogni residuo
- Controlla le ventole: devono girare liberamente senza rumori anomali
- Lubrifica le guide lineari con il prodotto specifico, distribuendo uniformemente
- Verifica i cavi in prossimità dell'hotend per segni di usura o pieghe eccessive
- Rimuovi i residui di filamento dal piatto e dalle zone circostanti
Gli approfondimenti su manutenzione professionale mostrano come aziende strutturate abbiano ridotto i difetti di stampa del 40% semplicemente adottando una checklist settimanale.
Le strategie preventive nel settore confermano che la manutenzione preventiva allunga la vita utile della macchina in modo significativo rispetto all'approccio reattivo.
Consiglio Pro: Pianifica la manutenzione nei periodi di minore carico produttivo, ad esempio il venerdì pomeriggio o prima di un weekend. Così non interferisci con le consegne e hai tempo per intervenire se trovi anomalie.
Pulizia e manutenzione dell'estrusore e del nozzle
Oltre alla manutenzione generica, il cuore della stampa è l'estrusore: vediamo come prendersene cura. Il nozzle è il componente più sollecitato dell'intera macchina. Temperatura elevata, attrito continuo, filamenti caricati con fibre di carbonio o vetro: tutto contribuisce a degradarlo nel tempo.
Il cold pull (o atomic pull) è la tecnica più efficace per rimuovere residui interni senza smontare nulla. Consiste nel riscaldare il nozzle, inserire nylon o PETG, lasciare raffreddare a una temperatura intermedia e poi estrarre con forza. Il materiale porta via con sé i depositi carbonizzati.
Ecco come eseguirlo correttamente:
- Riscalda il nozzle alla temperatura di stampa del materiale usato (es. 200°C per PLA)
- Inserisci nylon o PETG e spingi manualmente fino a che non fuoriesce
- Abbassa la temperatura a 90-100°C senza estrarre il filamento
- Tira con decisione verso l'alto: il materiale uscirà con i residui attaccati
- Ripeti fino a che il filamento estratto non risulta pulito e uniforme
Segnali che indicano la necessità di sostituzione del nozzle:
- Sotto-estrusione persistente anche dopo cold pull
- Layer irregolari o linee discontinue
- Diametro del foro visibilmente allargato (nozzle in ottone con filamenti abrasivi)
- Depositi neri che non si rimuovono con il cold pull
Come riportato nelle guide alla pulizia nozzle, il cold pull con nylon e l'uso di aghi specifici sono i metodi più efficaci. La sostituzione va pianificata ogni 3-6 mesi con uso intensivo.
"Un nozzle degradato non produce solo stampe brutte: genera scarti, consuma filamento e rallenta l'intera catena produttiva."
L'influenza dei filamenti sulla manutenzione è spesso sottovalutata: materiali abrasivi come PA-CF o PLA con fibre di vetro consumano i nozzle in ottone in poche decine di ore.
Controlli meccanici ed elettronici: assi, cinghie e firmware
Una volta sistemata la parte calda della stampa, restano vitali i controlli su struttura e motorizzazione. Una cinghia allentata o una vite allentata possono causare layer shift e vibrazioni che rovinano interi lotti di produzione.
Ecco i controlli meccanici da eseguire con regolarità:
- Tensiona le cinghie: devono risuonare come una corda di chitarra se pizzicate, senza essere troppo rigide
- Controlla tutte le viti della struttura, soprattutto quelle dei carrelli e del piatto
- Pulisci gli assi lineari con un panno pulito prima di lubrificare
- Soffia aria compressa sugli ingranaggi dell'estrusore per rimuovere polvere di filamento
- Verifica il firmware: aggiornamenti recenti correggono bug e migliorano la gestione termica
I componenti da monitorare con maggiore attenzione:
- Cinghie GT2: controlla usura visiva e tensione ogni settimana
- Viti M3 e M5: serraggio mensile su punti critici
- Ventole hotend e layer: verifica che girino a piena velocità senza rumori
- Connettori elettrici: controlla che non ci siano ossidazioni o allentamenti
Il controllo mensile su assi, cinghie e firmware è considerato il minimo indispensabile per macchine in produzione continua. Le guide Prusa per controlli elettronici forniscono procedure dettagliate applicabili anche ad altri modelli.
Se vuoi approfondire i controlli fondamentali per stampe affidabili, trovi risorse pratiche già strutturate per ambienti produttivi. Per chi vuole formarsi in modo sistematico, i corsi su manutenzione e calibrazione di Lovabyte coprono questi aspetti con esercitazioni pratiche.
Consiglio Pro: Inserisci reminder digitali nel calendario aziendale per ogni tipo di controllo. Un promemoria mensile per le viti e uno settimanale per le cinghie bastano a prevenire il 90% dei guasti meccanici evitabili.
Troubleshooting: errori comuni e casi particolari
Infine, anche con la miglior routine, possono presentarsi problemi imprevisti: ecco come prevenirli e risolverli. Riconoscere i segnali di allerta in anticipo è una competenza che si costruisce con l'esperienza, ma ci sono pattern ricorrenti che vale la pena conoscere subito.
I problemi più frequenti e le loro cause:
- Filamento umido: bolle, crepitii durante la stampa, superfici ruvide. Soluzione: essiccare il filamento a 50-65°C per 4-8 ore prima dell'uso
- Layer shift: spostamento improvviso dei layer. Causa tipica: cinghia allentata o driver motore surriscaldato
- Sotto-estrusione: linee sottili o mancanti. Causa: nozzle parzialmente ostruito o temperatura troppo bassa
- Distacco dal piatto: adesione insufficiente. Causa: piatto sporco o livellamento errato
- Rumori meccanici insoliti: cigolii o scricchiolii segnalano guide non lubrificate o viti allentate
Come indicato nelle linee guida manutentive per casi difficili, i filamenti umidi causano difetti seri e i rumori insoliti non vanno mai ignorati.
"La differenza tra un professionista e un principiante non sta nel non avere problemi, ma nel riconoscerli prima che diventino costosi."
Per le stampanti a resina, la manutenzione è diversa rispetto alle FDM. Il vat e il foglio FEP vanno ispezionati dopo ogni stampa e sostituiti al primo segno di opacità o graffi. Trascurare il FEP porta a stampe fallite e, nei casi peggiori, a resina indurita sul display LCD.
Quando chiamare supporto professionale: se riscontri problemi elettronici ricorrenti, danni ai driver dei motori o anomalie al firmware che non si risolvono con l'aggiornamento, è il momento di affidarsi a tecnici specializzati. Le best practice nella prototipazione industriale mostrano come le aziende più efficienti abbiano contratti di assistenza programmata.
Il dietro le quinte della manutenzione 3D professionale: la lezione degli esperti
Dopo la pratica, è il momento di riflettere su cosa distingue la manutenzione amatoriale da quella che fa la differenza in azienda. La verità scomoda è questa: la maggior parte delle aziende non segue una checklist seria fino al primo guasto importante. Solo allora si capisce quanto tempo e denaro si sarebbe risparmiato.
Le realtà produttive che integrano la manutenzione come KPI aziendale, con metriche di downtime tracciate e responsabili designati, raggiungono livelli di qualità e continuità operativa che le altre non possono nemmeno avvicinare. Non è una questione di tecnologia più costosa: è una questione di cultura.
Abbiamo visto aziende con macchine entry-level produrre risultati industriali, e aziende con attrezzature top di gamma ferme per giorni a causa di un nozzle che nessuno aveva pensato di sostituire. La formazione avanzata cambia questa dinamica in modo radicale. Chi impara a leggere i segnali della macchina, a pianificare gli interventi e a documentare le anomalie diventa un asset per l'intera organizzazione.
Le strategie per aziende del settore confermano che investire in competenze interne sulla manutenzione riduce i costi operativi in modo misurabile nel medio termine.
Formazione e soluzioni professionali per la stampa 3D
Per chi vuole andare oltre la gestione di base della manutenzione, ecco risorse e partner di qualità. Conoscere la teoria è un punto di partenza, ma applicarla in un contesto produttivo reale richiede pratica guidata e feedback di esperti.

Lovabyte offre corsi avanzati di stampa 3D progettati per professionisti e team aziendali, con moduli specifici su manutenzione, calibrazione e troubleshooting. Non si tratta di lezioni frontali generiche, ma di sessioni pratiche nel laboratorio fisico di Melegnano, dove si lavora su macchine reali con problemi reali. Per chi ha già una flotta di stampanti e cerca supporto continuativo, il servizio di assistenza specializzata a Milano garantisce interventi rapidi e consulenze personalizzate. Entrare nella community Lovabyte significa anche accedere a una rete di professionisti che condividono esperienze, soluzioni e aggiornamenti tecnici in tempo reale.
Domande frequenti sulla manutenzione della stampante 3D
Ogni quanto tempo va fatta la manutenzione ordinaria?
La manutenzione ordinaria va programmata ogni 50-100 ore di stampa o settimanalmente, a seconda del carico di lavoro e dell'intensità produttiva.
Quali lubrificanti usare per le guide lineari?
Utilizza solo lubrificanti specifici per guide lineari: i prodotti generici come WD-40 attraggono polvere e deteriorano i componenti nel tempo.
Come capire se il nozzle va sostituito?
Sostituisci il nozzle ogni 3-6 mesi con uso intensivo o quando compaiono sotto-estrusione persistente e layer irregolari che il cold pull non risolve.
Quali sono i segnali di problemi meccanici gravi?
Rumori insoliti, layer spostati o cali di qualità improvvisi sono segnali da non trascurare e richiedono intervento immediato prima di riprendere la produzione.
La manutenzione differisce tra FDM e stampanti a resina?
Sì, sulle stampanti a resina vanno puliti e sostituiti periodicamente il vat e il foglio FEP, mentre sulle FDM prevalgono pulizia nozzle, guide e piatto.