TL;DR:
- Ottimizzare la qualità di stampa 3D richiede calibrazione accurata, gestione del filamento e workflow controllato, non necessariamente hardware costoso.
- La corretta calibrazione dello Z-offset a caldo e con babystepping salvaguardano l'adesione e riducono difetti come warping e distacco.
Hai appena terminato una stampa di ore, apri il piano e trovi superfici porose, layer che si staccano o una prima adesione pessima. La macchina è moderna, il filamento sembra buono, eppure il risultato non è quello che ti aspettavi. Ottimizzare la qualità di stampa 3D non significa comprare hardware più costoso. Significa capire i meccanismi che governano ogni stampa e intervenire con precisione sui fattori che davvero fanno la differenza: calibrazione, gestione del filamento e workflow. Questo articolo ti guida attraverso le strategie tecniche che i professionisti usano ogni giorno.
Indice
- Punti chiave
- Calibrazione Z-offset per ottimizzare la qualità di stampa
- Filamento umido: riconoscerlo e risolverlo
- Workflow di stampa: qualità e ripetibilità
- Errori comuni da evitare subito
- Il mio punto di vista sulla qualità di stampa nel 2026
- Come Lovabyte ti aiuta a stampare meglio
- FAQ
Punti chiave
| Punto | Dettagli |
|---|---|
| Calibra sempre a caldo | Lo Z-offset va regolato con temperature stabilizzate per evitare variazioni dovute alla dilatazione termica. |
| Asciuga il filamento prima di stampare | Il filamento umido è la causa più sottovalutata di stampe difettose, risolvibile con pochi strumenti. |
| Usa profili personalizzati per materiale | Un profilo generico produce risultati mediocri; un profilo calibrato per ogni bobina garantisce ripetibilità. |
| Costruisci un workflow controllato | Preparazione, monitoraggio e manutenzione preventiva riducono scarti e rilavorazioni al minimo. |
| Previeni gli errori con una checklist | Una lista di controllo pre-stampa vale più di qualsiasi correzione a posteriori. |
Calibrazione Z-offset per ottimizzare la qualità di stampa
Il primo layer è il fondamento di tutto. Se non aderisce correttamente, nessuna impostazione successiva salverà la stampa. Il 70% dei problemi di adesione nei primi layer deriva da uno Z-offset mal calibrato, anche su stampanti dotate di auto-leveling sofisticato. Questo è il dato che sorprende più maker: la macchina può avere un sensore di livellamento avanzato, ma se lo Z-offset di partenza è sbagliato anche di 0,05 mm, il risultato è warping, distacco o estrusione eccessiva.
Come calibrare Z-offset correttamente
La calibrazione va sempre eseguita a caldo. La temperatura stabilizzata sul piano è fondamentale perché l'espansione termica può causare variazioni fino a 0,12 mm rispetto a una misurazione eseguita a freddo. Questa variazione sembra piccola, ma nel contesto di un primo layer da 0,2 mm è enorme.
Segui questa sequenza:
- Porta ugello e piano alle temperature di stampa del materiale che userai.
- Aspetta almeno 5 minuti per stabilizzare le temperature prima di avviare la calibrazione.
- Esegui il livellamento automatico se disponibile, poi affina manualmente con lo Z-offset.
- Stampa un rettangolo di prova su tutto il piano per verificare uniformità.
- Usa il babystepping durante la stampa per correggere in tempo reale con incrementi di 0,025 mm.
- Salva le impostazioni immediatamente dopo la regolazione.
Il babystepping è uno strumento potente che molti sottovalutano. Ti permette di modificare lo Z-offset mentre la stampa è in corso, senza fermarla. Puoi osservare in diretta come cambia il primo layer e bloccarti appena raggiungi la compattezza desiderata.
Un aspetto critico spesso trascurato: il salvataggio della calibrazione varia a seconda del firmware. Su Marlin, ad esempio, è necessario inviare il comando "M500` per salvare in EEPROM. Su altri firmware il salvataggio avviene automaticamente. Se non verifichi questo passaggio, perdi tutto al prossimo riavvio della macchina.
Consiglio Pro: Crea profili Z-offset separati per ogni tipo di superficie del piano (PEI liscio, PEI testurizzato, vetro) e per i materiali più usati. Cambiare superficie senza aggiornare il profilo è una delle cause di fallimento più comuni.
Filamento umido: riconoscerlo e risolverlo
Il filamento umido è la causa principale di stampe 3D di bassa qualità. Eppure è il problema che più frequentemente viene attribuito alla stampante o alle impostazioni slicer. I sintomi sono precisi: scoppiettii durante l'estrusione, superficie della stampa porosa o con bolle, layer fragili che si separano con facilità, filamenti sottili e irregolari tra i movimenti di travel.
Se senti uno schiocco o un sibilo durante la stampa, quasi sempre è vapore acqueo intrappolato nel filamento che si espande a contatto con l'ugello caldo.
Come asciugare il filamento
Esistono tre metodi principali, ognuno con vantaggi diversi:
- Essiccatore dedicato (dry box): È il metodo più affidabile. Un essiccatore per filamento mantiene temperatura e umidità costanti per tutto il ciclo, migliorando la qualità e la durata meccanica dei pezzi stampati. Alcuni modelli permettono di stampare direttamente dalla dry box mentre il filamento viene mantenuto asciutto.
- Forno ventilato da cucina: Funziona bene se il tuo forno è preciso nelle basse temperature. Attenzione alla variazione termica interna: molti forni domestici oscillano di 10°C rispetto alla temperatura impostata.
- Piano riscaldato della stampante: Utile come soluzione rapida. Poggia la bobina sul piano a 40°C per 3-4 ore. Non è il metodo più efficace per materiali tecnici, ma per il PLA funziona.
Le temperature e i tempi corretti variano significativamente per materiale. I valori ottimali di asciugatura sono questi:
| Materiale | Temperatura | Tempo |
|---|---|---|
| PLA | 40 – 45°C | 4 – 6 ore |
| PETG | 55 – 65°C | 4 – 6 ore |
| ABS / ASA | 60 – 70°C | 4 – 8 ore |
| Nylon (PA) | 65 – 70°C | 6 – 12 ore |
| TPU | 45 – 55°C | 4 – 6 ore |
Dopo l'asciugatura, conserva il filamento in contenitori stagni con silica gel. I sacchetti originali spesso non bastano se riutilizzati più volte. Investi in box ermetici da 15-20 litri con inserti di silica gel rigenerabile in forno: costano poco e proteggono bobine da centinaia di euro.
Consiglio Pro: Inserisci un igrometro digitale economico all'interno del contenitore di conservazione. Quando supera il 15% di umidità relativa, è ora di rigenerare il silica gel. Questo piccolo accorgimento ti evita decine di stampe fallite.
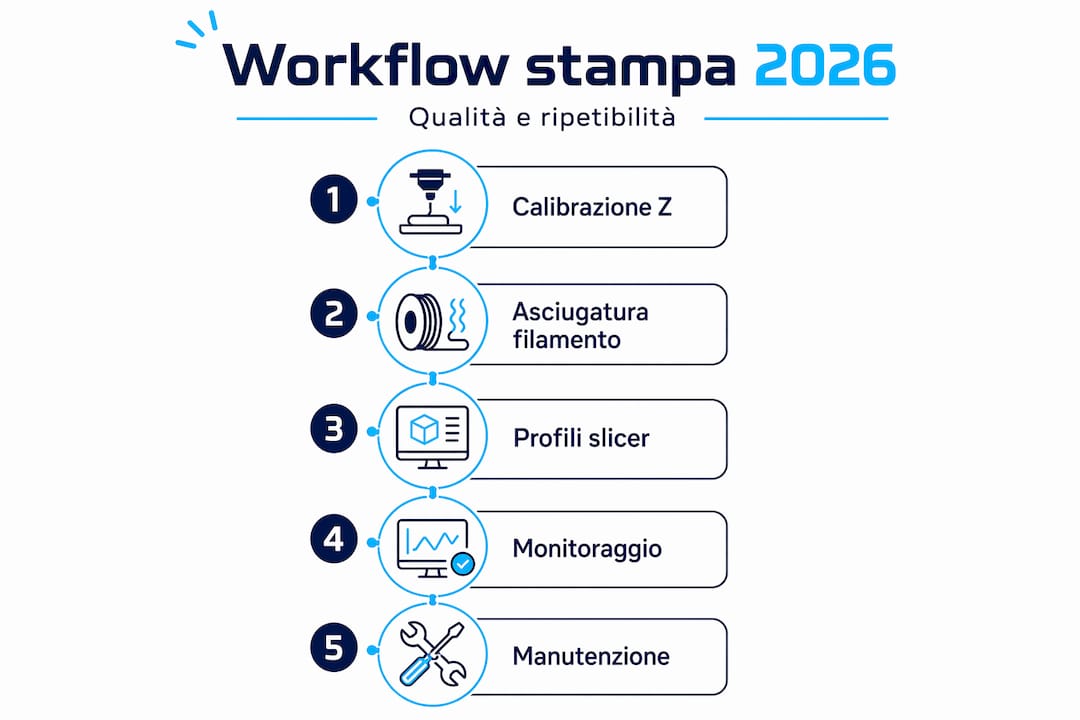
Workflow di stampa: qualità e ripetibilità
Un workflow ottimizzazione tempi di stampa efficace non è solo una questione di velocità. È la struttura che ti permette di ottenere gli stessi risultati ogni volta, indipendentemente da quando hai usato la stampante l'ultima volta. La differenza tra un maker che spreca materiale e uno che produce in modo affidabile è quasi sempre nel processo, non nella macchina.
Preparazione pre-stampa
Prima di avviare qualsiasi stampa, esegui questi controlli:
- Pulisci l'ugello con un cold pull se non stampi da più di 48 ore.
- Controlla la superficie del piano: grasso delle dita è il nemico numero uno dell'adesione. Alcool isopropilico al 90% e carta asciugamaniera prima di ogni sessione.
- Verifica la calibrazione del piano, soprattutto dopo movimenti o trasporti.
- Controlla che il filamento nella bobina sia senza nodi visibili.
Profili slicer e impostazioni
L'uso di profili personalizzati è uno degli approcci per migliorare la qualità stampa più sottovalutati. Un profilo generico del slicer è pensato per funzionare su tutto, quindi eccelle in niente. Crea un profilo dedicato per ogni combinazione di stampante, materiale e tipo di oggetto (prototipi strutturali, oggetti estetici, pezzi funzionali).
Ecco un confronto tra approccio generico e approccio ottimizzato:
| Parametro | Profilo generico | Profilo ottimizzato |
|---|---|---|
| Temperatura ugello | Valore medio del produttore | Testato a incrementi di 5°C sul materiale specifico |
| Velocità di stampa | Unica per tutto il modello | Differenziata per perimetri, riempimento e supporti |
| Ritrazione | Valore standard | Calibrata per ugello e distanza di travel |
| Raffreddamento | Fisso al 100% | Adattato a geometria e materiale |
Monitoraggio e manutenzione preventiva
Il monitoraggio costante durante la stampa ti permette di intervenire prima che un problema minore diventi uno scarto completo. Per le stampe lunghe, usa una webcam collegata al software di controllo o i sistemi integrati delle stampanti moderne come quelle Bambu Lab. Puoi seguire le guide dedicate al monitoraggio qualità stampa 3D per approfondire strumenti e procedure.
La manutenzione preventiva è l'investimento con il ROI più alto in questo settore. Lubrifica le guide ogni 200 ore di stampa, controlla la tensione delle cinghie mensilmente, sostituisci i nozzle in ottone ogni 300-500 ore se stampi materiali abrasivi.
Consiglio Pro: Tieni un log digitale di ogni sessione di stampa: materiale usato, temperature, Z-offset applicato, problemi riscontrati. Dopo 30 sessioni avrai un dataset personale che vale più di qualsiasi guida generica.
Errori comuni da evitare subito
Gli errori più frequenti nella stampa 3D sono quasi sempre gli stessi, e quasi sempre evitabili con una checklist di controllo. La buona notizia è che riconoscerli è già metà della soluzione.
Ecco i problemi più diffusi e come affrontarli:
- Z-offset errato: Prima causa di stampe fallite al primo layer. Sintomo: il filamento non aderisce o si schiaccia troppo. Soluzione: ricalibra a caldo e usa il babystepping per affinare durante la stampa.
- Filamento umido non identificato: Molti attribuiscono scoppiettii a problemi di temperatura. Asciuga sempre il filamento prima di una stampa importante, soprattutto se non lo usi da settimane.
- Ugello parzialmente ostruito: Si manifesta con estrusione irregolare, sotto-estrusione intermittente e stringing eccessivo. Un cold pull mensile previene il problema prima che diventi critico.
- Impostazioni slicer non aggiornate al materiale: Usare un profilo PLA per stampare PETG è un errore classico. Le temperature di fusione, le velocità e il raffreddamento sono completamente diversi.
- Piano non pulito prima della sessione: Il grasso naturale della pelle abbassa drasticamente l'adesione. Basta pulire con alcool isopropilico prima di ogni stampa.
- Velocità troppo alta per geometrie complesse: Su ponti, overhang acuti e dettagli fini, ridurre la velocità del 30-40% migliora il risultato in modo visibile.
Consiglio Pro: Stampa un cubo di calibrazione da 20mm ogni volta che cambi materiale o fornitore. Ti costa 15 minuti ma ti dice tutto su temperatura, retrazione e qualità di estrusione prima di avviare stampe lunghe.
Il mio punto di vista sulla qualità di stampa nel 2026
Nel corso degli anni ho visto migliaia di stampe, aiutato decine di maker a risolvere problemi e capito una cosa che pochi dicono apertamente: la maggior parte dei problemi di qualità non viene dalla macchina. Viene dalla mancanza di un metodo.
Ho incontrato professionisti con stampanti da 5.000 euro che producevano oggetti mediocri perché ignoravano completamente il filamento umido. E ho visto maker con macchine da 300 euro ottenere risultati eccellenti perché avevano costruito una routine precisa e la rispettavano.
La vera svolta arriva quando smetti di correggere i problemi e inizi a prevenirli. La calibrazione Z-offset fatta bene una volta non è un'attività da ripetere ogni giorno: è una fondazione solida su cui costruire. Il filamento conservato correttamente non ti tradirà mai a metà stampa.
L'automazione aiuta, ma non sostituisce la comprensione. Capire perché il babystepping funziona ti rende capace di calibrare qualsiasi macchina, non solo quella che hai adesso. Questo approccio, tecnico ma metodico, è quello che distingue chi produce con costanza da chi prega che la stampa vada bene.
— Giacomo
Come Lovabyte ti aiuta a stampare meglio
Se vuoi mettere in pratica tutto quello che hai letto, Lovabyte ha costruito un ecosistema pensato esattamente per questo.

I corsi e workshop pratici coprono sia le basi che le tecniche avanzate, con sessioni hands-on su macchine Bambu Lab nel laboratorio fisico di Melegnano. Se invece hai già una stampante e stai lottando con problemi tecnici ricorrenti, il servizio di assistenza tecnica Lovabyte offre diagnosi specializzate e configurazioni ottimizzate per ogni setup. Un professionista che conosce il tuo hardware vale più di ore di ricerca online. La community, i workshop e il supporto diretto sono lì per abbreviare la curva di apprendimento e portarti a stampe di qualità costante nel minor tempo possibile.
FAQ
Cos'è lo Z-offset e perché è così importante?
Lo Z-offset è la distanza tra il punto zero dell'ugello e la superficie del piano di stampa. Una regolazione errata anche di 0,05 mm compromette l'adesione del primo layer e causa warping o distacco, indipendentemente da quanto sia avanzato il sistema di auto-leveling della macchina.
Come capisco se il mio filamento è umido?
I segnali più chiari sono scoppiettii durante l'estrusione, superficie della stampa con bolle o porosità visibile, e layer fragili che si separano facilmente. Se senti un sibilìo dal nozzle durante la stampa, è quasi certamente vapore dal filamento.
Qual è la temperatura corretta per asciugare il PLA?
Il PLA si asciuga a 40 e 45°C per 4 e 6 ore. Temperature più alte rischiano di deformare la bobina o i layer superficiali del filamento avvolto, quindi non superare mai i 50°C per questo materiale.
Ogni quanto va fatto un cold pull?
Un cold pull ogni 200 ore di stampa è una buona prassi generale. Se noti sotto-estrusione intermittente o stringing anomalo, eseguilo subito indipendentemente dalle ore accumulate: un ugello parzialmente ostruito peggiora progressivamente.
Devo ricalibrate lo Z-offset ogni volta che cambio filamento?
Non necessariamente per ogni bobina dello stesso materiale. Dovresti ricalibrate quando cambi tipo di superficie del piano, materiale con temperatura di stampa molto diversa, o dopo manutenzioni che coinvolgono ugello o hotend. Creare profili separati per ogni combinazione ti evita di ricominciare da zero ogni volta.