TL;DR:
- Il vero vantaggio competitivo nella stampa 3D risiede nel processo sequenziale che trasforma un file digitale in un oggetto funzionale.
- Un workflow strutturato e integrato, che include modellazione, slicing, stampa, post-processing e testing, garantisce qualità, ripetibilità e riduzione dei costi.
Credere che la stampa 3D si riduca a premere un pulsante e aspettare è il modo più rapido per sprecare tempo, materiale e denaro. La realtà è che il vero vantaggio competitivo non sta nella macchina, ma nel processo sequenziale che trasforma un file digitale in un oggetto fisico funzionale: modellazione, slicing, stampa, post-processing e testing. Ogni fase ha parametri critici, variabili nascoste e punti di rottura che, se ignorati, moltiplicano i costi e allungano i tempi di consegna. Questa guida ti porta attraverso ogni passaggio con chiarezza operativa.
Indice
- Cos'è e perché serve un workflow di stampa 3D
- Fasi chiave di un workflow 3D: dal file digitale all'oggetto finito
- Variabili critiche ed errori da evitare nel workflow
- Ottimizzazione del workflow per prototipazione e produzione personalizzata
- Finitura, test e miglioramento iterativo nell'applicazione manifatturiera
- Il vero valore del workflow: oltre la tecnica, la mentalità vincente
- Scopri come ottimizzare davvero il tuo workflow 3D
- Domande frequenti sul workflow di stampa 3D
Punti Chiave
| Punto | Dettagli |
|---|---|
| Workflow definito | Un workflow strutturato migliora la qualità, riduce gli errori e accelera la realizzazione di prototipi e prodotti su misura. |
| Fasi fondamentali | La comprensione delle fasi chiave del workflow consente una gestione efficace dal file digitale all’oggetto testato. |
| Ottimizzazione strategica | L’analisi delle variabili e delle best practice permette di ridurre scarti e aumentare la riproducibilità. |
| Iterazione e miglioramento | Iterare e perfezionare il processo assicura controllo qualità costante e innovazione nei risultati. |
Cos'è e perché serve un workflow di stampa 3D
Un workflow di stampa 3D non è una lista di istruzioni generiche. È l'insieme strutturato di decisioni tecniche che determina la qualità, la riproducibilità e il costo finale di ogni componente. Nella pratica professionale, si parla di processo integrato che parte dalla modellazione CAD e arriva fino alla validazione del pezzo finito.
Perché questo è importante? Perché ogni decisione presa nelle fasi iniziali si ripercuote sulle successive. Un modello CAD mal ottimizzato genera geometrie che lo slicer non riesce a gestire correttamente. Un profilo di slicing approssimativo produce difetti di stampa che richiedono ore di post-processing. La sequenzialità non è una formalità, è la logica che tiene in piedi l'intero sistema.
Per la prototipazione rapida, il workflow deve essere flessibile e iterativo: l'obiettivo è validare un'idea nel minor tempo possibile, accettando un certo margine di imperfezione geometrica. Per la produzione personalizzata, invece, il workflow richiede standardizzazione, tracciabilità e ripetibilità, perché ogni pezzo deve essere identico al precedente e documentato.
Comprendere i vantaggi e limiti della stampa 3D nel contesto del tuo settore è il primo passo per costruire un workflow efficace. Non basta sapere che la tecnologia FDM (Fused Deposition Modeling, deposizione di filamento fuso) è versatile: devi sapere dove funziona bene e dove mostra i suoi limiti.
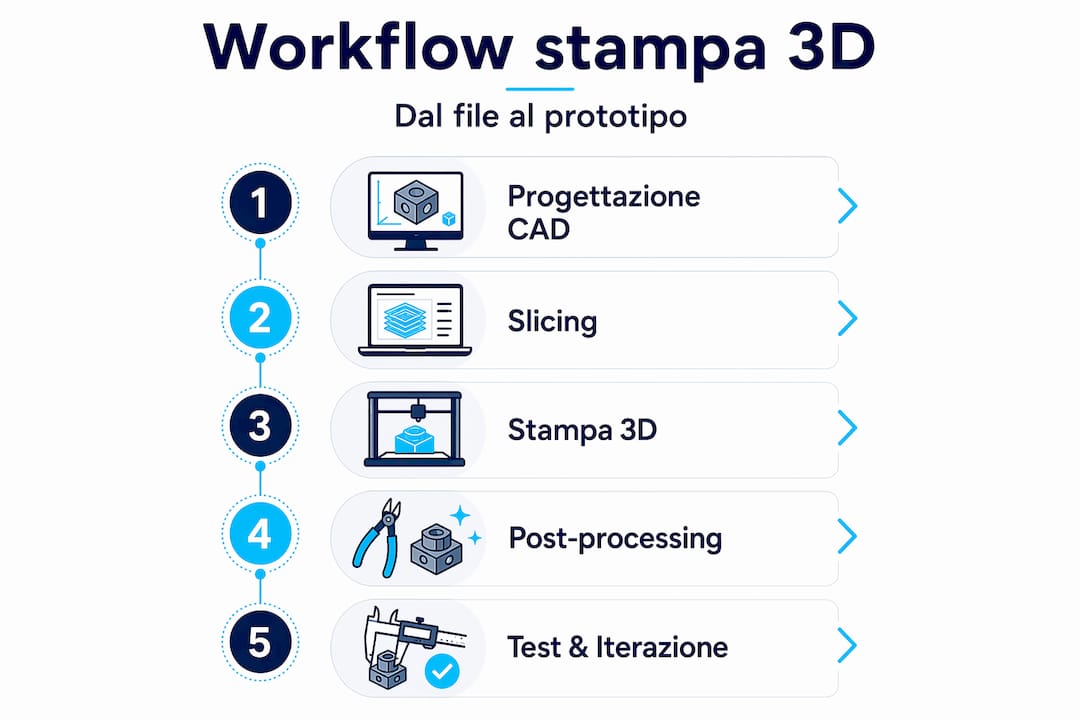
Le fasi fondamentali di ogni workflow professionale sono:
- Modellazione CAD: creazione o ottimizzazione del file 3D per la stampa
- Slicing: conversione del modello in istruzioni macchina tramite software dedicato
- Stampa: esecuzione fisica del processo con controllo dei parametri
- Post-processing: rifinitura, pulizia, assemblaggio e trattamenti superficiali
- Testing e iterazione: verifica funzionale e raccolta dati per migliorare
"L'ottimizzazione di ogni singola fase non è un lusso tecnico, ma la condizione necessaria per trasformare la stampa 3D da strumento artigianale a tecnologia industriale scalabile."
Le aziende che migliorano i flussi industriali con la 3D ottengono riduzioni di costo significative proprio perché trattano il workflow come un sistema da ottimizzare, non come una sequenza di operazioni isolate.
Fasi chiave di un workflow 3D: dal file digitale all'oggetto finito
Ogni fase del workflow ha una logica interna propria. Capire cosa succede dentro ciascuna ti permette di intervenire al momento giusto, non a posteriori quando il danno è già fatto.
- Modellazione CAD: Il file deve essere progettato pensando alla stampa, non solo all'estetica. Angoli di sbormo, spessori minimi, geometrie cave: tutto va deciso qui.
- Slicing: Il software slicer traduce il modello in layer (strati) e calcola percorsi di estrusione, temperature e velocità. È la fase più tecnica e spesso sottovalutata.
- Stampa: Il processo fisico richiede una macchina calibrata, condizioni ambientali stabili e monitoraggio attivo.
- Post-processing: Rimozione dei supporti, levigatura, primer, verniciatura o trattamenti chimici a seconda del materiale e dell'applicazione.
- Testing e validazione: Controllo dimensionale, test meccanici e funzionali, raccolta dati per la prossima iterazione.
Il cuore tecnico del workflow è lo slicing. Un software slicer calcola i percorsi layer per layer, gestisce l'infill (riempimento interno) e regola le temperature di estrusione. La scelta del pattern di infill ha un impatto diretto sulla resistenza meccanica: secondo i benchmark su pattern di infill, il pattern Gyroid raggiunge una resistenza a trazione massima di 38,9 MPa al 20% di densità, contro i 32,4 MPa del pattern Grid. Un'altezza di layer ridotta tra 0,2 e 0,25 mm può aumentare la resistenza fino a 48 MPa UTS nel PLA.
| Pattern infill | Resistenza trazione (MPa) | Densità | Applicazione ideale |
|---|---|---|---|
| Gyroid | 38,9 | 20% | Parti con carichi multidirezionali |
| Grid | 32,4 | 20% | Strutture rigide standard |
| Triangle | Alta flessione | 25% | Pannelli e superfici caricate |
| Honeycomb | Buona generale | 20% | Prototipi leggeri |

Per approfondire le logiche dello slicing in modo pratico, la guida pratica sullo slicing fornisce dettagli operativi su ogni parametro chiave. Per impostare la macchina nel modo corretto prima ancora di iniziare, consulta la sezione sulla configurazione ottimale della stampante.
Consiglio Pro: Per parti che devono resistere a sollecitazioni meccaniche elevate, scegli il pattern Gyroid con densità tra il 20% e il 30%. Offre il miglior rapporto resistenza/peso e gestisce carichi in tutte le direzioni senza punti deboli localizzati.
Variabili critiche ed errori da evitare nel workflow
Conoscere le fasi non basta. I problemi reali emergono nei dettagli tecnici che vengono sottostimati, soprattutto quando si lavora su pezzi funzionali o si passa alla produzione in piccola serie.
Le variabili critiche più comuni da tenere sotto controllo:
- Tolleranze FDM: La stampa FDM ha tolleranze di ±0,3-0,5 mm, che devono essere compensate in fase di modellazione, non corrette a posteriori con la lima.
- Clearance per accoppiamenti: Per pezzi che devono incastrarsi o scorrere, prevedere 0,2-0,4 mm per lato è la regola base, come indicano le guide alle tolleranze FDM.
- Fori orizzontali: I fori stampati in orizzontale risultano mediamente 0,3-0,5 mm più piccoli del nominale a causa della gravità sul materiale fuso. Compensare sempre in modellazione.
- Overhang oltre 45°: Qualsiasi sporgenza superiore ai 45° richiede strutture di supporto. Ignorarlo significa stampe fallite o superfici inferiori inutilizzabili.
"L'anisotropia è il nemico silenzioso della stampa FDM: il pezzo è significativamente più debole lungo l'asse Z (verticale) rispetto agli assi X e Y. Per parti sottoposte a carichi critici, l'orientamento in stampa non è una scelta estetica, è una scelta ingegneristica."
Consiglio Pro: Prima di avviare la stampa di un pezzo funzionale, simula mentalmente la direzione del carico principale. Se il carico è verticale, ruota il pezzo di 90° sul piatto: la debolezza Z diventa debolezza laterale, molto più gestibile. Questo semplice ragionamento può evitare rotture inaspettate.
Per evitare i problemi più frequenti che emergono durante la stampa, il riferimento operativo sugli errori comuni nella stampa 3D copre i casi più diffusi con soluzioni concrete. Prima di ogni stampa impegnativa, seguire una checklist strutturata riduce drasticamente il tasso di fallimento.
Ottimizzazione del workflow per prototipazione e produzione personalizzata
La differenza tra un workflow di prototipazione e uno di produzione non è solo di scala: è di mentalità e strumenti.
Prototipazione rapida significa accettare iterazioni veloci, modificare il file CAD dopo ogni stampa e ottimizzare il processo per il tempo, non per la finitura. Il criterio di successo è validare un concetto nel minor numero di cicli possibile. Qui la velocità di stampa e la semplicità del post-processing contano più della qualità superficiale.
Produzione personalizzata ribalta le priorità. Ogni parametro deve essere documentato, ogni lotto tracciato, ogni deviazione registrata. Il DFAM (Design for Additive Manufacturing, progettazione orientata alla manifattura additiva) diventa uno strumento centrale: riduce i supporti necessari, ottimizza i consumi di materiale e migliora la ripetibilità tra un pezzo e l'altro.
La ricerca pubblicata su Nature sui benchmark dell'infill conferma che la densità di infill è il fattore primario sull'impatto strutturale, con un range di influenza tra il 55% e l'80% sulle proprietà di trazione e compressione. I pattern Wiggle e Triangle risultano ottimali per carichi di flessione, raggiungendo 9,3 kN contro i 6,4 kN del pattern Honeycomb.
| Obiettivo | Prototipazione rapida | Produzione personalizzata |
|---|---|---|
| Priorità | Velocità e iterazione | Qualità e ripetibilità |
| Tolleranze | Accettabili | Strette e documentate |
| Post-processing | Minimo | Standardizzato |
| Tracciabilità | Non necessaria | Obbligatoria |
| DFAM | Opzionale | Fondamentale |
Per chi lavora in contesti industriali, le best practice per prototipazione industriale offrono un riferimento concreto su come strutturare flussi ripetibili.
Le pratiche fondamentali per un workflow di produzione efficiente includono:
- Documentare ogni parametro di slicing e associarlo al lotto prodotto
- Applicare DFAM fin dalla prima versione del modello CAD
- Standardizzare i profili di stampa per materiale e applicazione
- Implementare controlli dimensionali sistematici a campione
- Mantenere log di manutenzione della macchina aggiornati
Finitura, test e miglioramento iterativo nell'applicazione manifatturiera
Il pezzo uscito dalla stampante è quasi sempre un semilavorato. Il post-processing non è un'operazione opzionale: è la fase che determina l'aspetto finale, le tolleranze reali e la funzionalità del pezzo nell'applicazione prevista.
Le attività principali di post-processing nella manifattura professionale comprendono:
- Rimozione supporti: meccanica o chimica a seconda del materiale (PLA, PETG, ABS, resine)
- Levigatura: carta abrasiva, blast di sabbia o trattamenti chimici come l'acetone per ABS
- Primer e verniciatura: per applicazioni estetiche o protezione UV
- Inserti metallici: heat-set insert per filettature robuste in materiale termoplastico
- Assemblaggio e incollaggio: per componenti multi-parte che richiedono unità funzionali
- Trattamenti superficiali: per aumentare resistenza chimica o proprietà tribologiche
Il processo completo di stampa 3D include il post-processing come fase integrata, non come appendice. Trattarlo come tale è ciò che distingue un output professionale da uno amatoriale.
Il testing sistematico è l'altra metà del lavoro. Non si tratta solo di verificare che il pezzo "sembri giusto": per parti funzionali servono test dimensionali con calibro o comparatore, test di carico se il pezzo è strutturale, e test di accoppiamento per verificare che fit e clearance siano nella specifica.
La logica del miglioramento iterativo funziona così: ogni test produce dati, ogni dato alimenta una correzione al modello o ai parametri, ogni correzione migliora la stampa successiva. Per strutturare questo ciclo in modo efficace, le guide su finitura stampa 3D e sul monitoraggio della qualità sono strumenti concreti da integrare nel processo quotidiano. Le aziende che adottano sistemi di controllo qualità nella 3D ottengono una riduzione significativa degli scarti e una maggiore consistenza tra i lotti.
Il vero valore del workflow: oltre la tecnica, la mentalità vincente
Dopo anni di lavoro con aziende e professionisti del settore manifatturiero, abbiamo osservato una costante: chi ottiene i migliori risultati con la stampa 3D non è necessariamente chi ha la macchina più costosa o il software più avanzato. È chi ha interiorizzato il workflow come cultura operativa, non come checklist da seguire meccanicamente.
L'iterazione rapida, per esempio, viene spesso fraintesa. Non significa stampare veloce a caso: significa raccogliere feedback strutturati dopo ogni prova e applicarli alla versione successiva con precisione chirurgica. Un'azienda che stampa tre prototipi in tre giorni raccogliendo dati misurabili supera sempre chi stampa un prototipo "perfetto" in due settimane.
La prevenzione dell'errore, d'altra parte, vale molto di più della correzione. Un errore di tolleranza scoperto in fase di modellazione CAD costa cinque minuti di correzione. Lo stesso errore scoperto dopo la stampa costa materiale, tempo macchina e spesso un altro ciclo completo. Costruire una cultura della verifica preventiva, con checklist e revisioni sistematiche del file prima di avviare ogni stampa, è un investimento con ritorno immediato.
Il testing e la finitura non sono fasi di serie B del processo. Sono il punto in cui il pezzo diventa un prodotto. Aziende che investono nella stampa 3D sostenibile e nella qualità del post-processing ottengono componenti che reggono confronti con la produzione tradizionale, con tempi e costi notevolmente inferiori.
Il messaggio che vogliamo trasmettere è questo: il workflow non è la parte burocratica della stampa 3D. È la parte intelligente. È il luogo dove la competenza tecnica si trasforma in vantaggio competitivo reale.
Scopri come ottimizzare davvero il tuo workflow 3D
Se stai leggendo questa guida, hai già fatto il passo più importante: hai capito che la stampa 3D professionale richiede un approccio strutturato. Il passo successivo è passare dalla teoria alla pratica con il supporto giusto.

In Lovabyte abbiamo costruito un ecosistema pensato esattamente per questo: dai corsi di stampa 3D avanzati per chi vuole padroneggiare ogni fase del workflow, ai servizi di stampa 3D professionale per chi ha bisogno di prototipi e micro-serie realizzati con standard industriali. Se invece stai cercando design già ottimizzati per la produzione, il marketplace di modelli personalizzati offre un catalogo in continua crescita. Qualunque sia il tuo punto di partenza, abbiamo la risorsa giusta per portare il tuo processo al livello successivo.
Domande frequenti sul workflow di stampa 3D
Quanto tempo richiede mediamente un workflow di stampa 3D?
Dalla modellazione alla finitura un workflow completo può durare da poche ore a diversi giorni a seconda di complessità, dimensione e iterazioni richieste. Un prototipo semplice può essere completato in mezza giornata, mentre un componente funzionale multi-parte con post-processing completo richiede spesso due o tre giorni lavorativi.
Qual è la differenza tra workflow di prototipazione e produzione?
La prototipazione punta su iterazioni rapide e modifiche veloci, mentre la produzione personalizzata enfatizza qualità, ripetibilità e tracciabilità dei lotti. Secondo i dati sui benchmark di infill, la produzione su scala richiede anche una scelta più attenta dei parametri strutturali per garantire consistenza tra i pezzi.
Quali sono i principali errori nel workflow di stampa 3D?
I più comuni sono tolleranze errate, orientamento scorretto, scelta sbagliata dell'infill, mancato supporto agli overhang e finitura carente. Le tolleranze FDM di ±0,3-0,5 mm e la sottostima dell'anisotropia sull'asse Z sono tra gli errori che generano più rilavorazioni in ambiente professionale.
Che software e strumenti sono indispensabili per il workflow?
Per un workflow efficace sono essenziali: CAD per la modellazione, slicing software, una stampante calibrata e strumenti di misurazione per il controllo qualità. Come conferma la struttura del workflow completo, ogni componente della catena software e hardware contribuisce in modo determinante al risultato finale.