TL;DR:
- Lo slicing trasforma i modelli 3D in istruzioni macchina, influenzando qualità, resistenza e tempi di stampa.
- La configurazione corretta dei parametri di slicing è fondamentale per ottenere prototipi funzionali e di alta qualità.
- La padronanza dello slicing permette di ridurre tempi, costi e migliorare la competitività nel workshop di stampa 3D.
Molti imprenditori e progettisti confondono lo slicing con la modellazione 3D o con la configurazione della stampante, trattandolo come un dettaglio secondario. È un errore costoso. Lo slicing è il passaggio che trasforma un file digitale in istruzioni reali per la macchina, determinando qualità superficiale, resistenza meccanica, consumo di materiale e tempi di produzione. Capire come funziona davvero, quali parametri modificare e come affrontare modelli complessi significa avere un controllo concreto sul risultato finale. Questa guida risponde a tutte le domande fondamentali, con esempi pratici e indicazioni operative per chi vuole fare della stampa 3D un vantaggio competitivo reale.
Indice
- Cos'è lo slicing nella stampa 3D
- Come funziona tecnicamente lo slicing
- Edge case e impostazioni avanzate: come gestire modelli complessi
- Implicazioni pratiche: perché la scelta dello slicing influenza davvero il risultato
- La nostra prospettiva: oltre lo slicing, verso la prototipazione senza limiti
- Vuoi padroneggiare davvero lo slicing? Scopri le soluzioni Lovabyte
- Domande frequenti
Punti Chiave
| Punto | Dettagli |
|---|---|
| Slicing definito | Il slicing divide il modello 3D in strati e prepara istruzioni ottimali per la stampante. |
| Impatto diretto | Un buon slicing migliora finitura, robustezza e velocità di stampa anche nei prototipi più complessi. |
| Edge case risolvibili | Con le giuste impostazioni avanzate si stampano modelli complessi come ali sottili senza difetti. |
| Tecnologia conta | Il processo di slicing varia sensibilmente tra FDM, SLA e SLS e richiede strategie dedicate. |
Cos'è lo slicing nella stampa 3D
Il termine slicing deriva dall'inglese "affettare" e descrive esattamente ciò che il software fa: divide un modello tridimensionale in centinaia o migliaia di strati orizzontali, chiamati layer. Ogni layer corrisponde a una passata della stampante. Il risultato è un file G-code (o formato equivalente) che la macchina legge per sapere dove depositare materiale, a quale velocità, con quale temperatura e seguendo quale percorso.
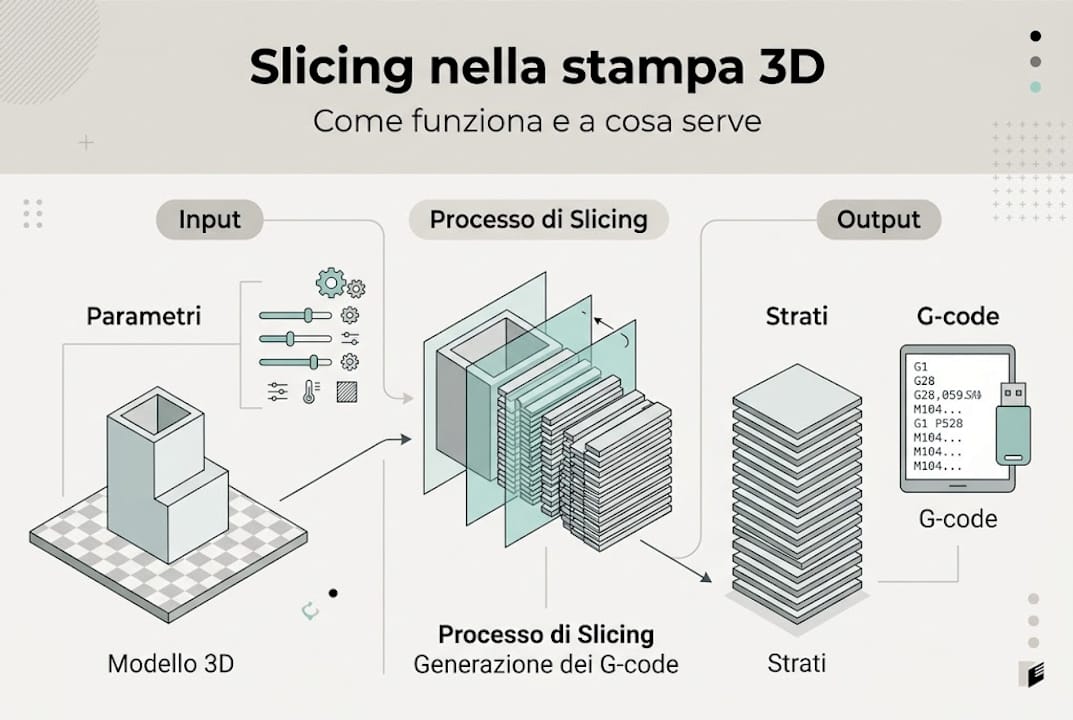
In italiano si parla spesso di "software di affettatura" o più semplicemente di "slicer". I più diffusi in ambito professionale sono PrusaSlicer, Bambu Studio, Cura, OrcaSlicer e Simplify3D. Ognuno ha caratteristiche specifiche, ma tutti eseguono la stessa funzione di base: convertire un modello 3D in istruzioni eseguibili dalla stampante.
Il ruolo del slicing nel workflow di stampa
Pensa al workflow come a una catena in tre fasi. Prima c'è la progettazione 3D, dove il modello prende forma in software come Fusion 360, SolidWorks o Blender. Poi c'è lo slicing, che traduce il modello in linguaggio macchina. Infine c'è la stampa vera e propria. Se una delle fasi è debole, l'intera catena ne risente.
Lo slicing è spesso il punto critico perché richiede competenze diverse sia dalla modellazione che dall'operatività della macchina. Un modello ben progettato può produrre pezzi scadenti se lo slicing è approssimativo. Al contrario, un buon slicer può compensare piccole imperfezioni del file originale.
Cosa fa concretamente uno slicer
Ecco le operazioni principali che uno slicer esegue:
- Analisi della geometria del modello importato (solitamente in formato STL, 3MF o OBJ)
- Generazione dei layer con spessore configurabile, tipicamente tra 0,05 mm e 0,35 mm
- Calcolo dei supporti per le parti che sporgono nel vuoto oltre una certa soglia
- Definizione del riempimento interno (infill), con pattern e densità scelti dall'operatore
- Ottimizzazione del percorso utensile per ridurre movimenti inutili e tempi morti
- Stima di tempo e materiale necessari per completare la stampa
"Il software slicer controlla qualità delle superfici, durata delle parti meccaniche ed efficienza complessiva. La padronanza dello slicing abilita la produzione di prototipi custom rapidi senza necessità di assemblaggi."
I benefici per un imprenditore o un progettista sono diretti: meno scarti, meno iterazioni, tempi ridotti tra concept e prototipo funzionale.
Consiglio Pro: Prima di avviare qualsiasi stampa complessa, esporta sempre l'anteprima layer-by-layer del tuo slicer e ispeziona manualmente almeno i primi 20 e gli ultimi 20 strati. Questo elimina il 90% degli errori evitabili prima che la macchina si avvii.
Come funziona tecnicamente lo slicing
Capito cosa significa slicing, ora vediamo come opera praticamente e come ne modifichiamo il funzionamento attraverso i parametri chiave.
I parametri fondamentali
Ogni slicer espone decine di variabili regolabili. Alcune sono estetiche, altre determinano la resistenza strutturale del pezzo. Le più importanti per chi lavora in prototipazione sono:
- Layer height (altezza dello strato): strati sottili migliorano la finitura superficiale ma aumentano il tempo di stampa. Strati spessi riducono il tempo ma rendono la superficie più rugosa e le proprietà meccaniche meno uniformi.
- Infill pattern e densità: il riempimento interno determina quanto è pieno il pezzo. Un infill gyroid al 25% offre forza isotropa in tutte le direzioni, rendendolo ideale per parti meccaniche soggette a sollecitazioni multiple.
- Seam position: la seam è la giuntura visibile dove il perimetro inizia e finisce ogni strato. Posizionarla male genera linee visibili su superfici estetiche. Posizionarla in punti nascosti o allineati risolve il problema.
- Supporti: strutture temporanee stampate sotto le parti aggettanti. Rimozione manuale o automatica, con densità e pattern configurabili.
- Temperatura e velocità: influenzano l'adesione tra layer, la deformazione termica (warping) e la finitura finale.
Tabella comparativa dei parametri principali
| Parametro | Valore tipico FDM | Impatto principale |
|---|---|---|
| Layer height | 0,1 mm / 0,2 mm / 0,3 mm | Qualità superficiale, tempo stampa |
| Infill densità | 15% (estetico), 40% (funzionale) | Resistenza, peso, materiale |
| Infill pattern | Gyroid, Cubic, Lines | Distribuzione carico |
| Overhang threshold | 45° | Necessità di supporti |
| Min layer time | 10-15 secondi | Raffreddamento, qualità |
Secondo le specifiche tecniche di PrusaSlicer, l'orientamento del modello influenza direttamente la forza del pezzo, poiché l'adesione tra layer è più debole nella direzione verticale rispetto a quella orizzontale. Per questo motivo, un bullone stampato verticalmente si rompe prima di uno stampato orizzontalmente, anche con gli stessi parametri.
Variazioni secondo la tecnologia di stampa
Lo slicing FDM (Fused Deposition Modeling) lavora con filamenti fusi depositati strato per strato. Lo slicing SLA (Stereolithography) gestisce la polimerizzazione UV di resine liquide, con logiche di supporto diverse. SLS (Selective Laser Sintering) lavora su letti di polvere e richiede una gestione completamente diversa dell'orientamento.
Ogni tecnologia ha il suo software ottimizzato o profili specifici. Usare un profilo FDM per una macchina SLA è un errore comune che porta a risultati imprevedibili.
Le applicazioni dei modelli 3D variano enormemente secondo la tecnologia, e lo slicer deve essere scelto e configurato di conseguenza.
Consiglio Pro: Per parti meccaniche in FDM, usa sempre infill gyroid con densità tra il 30% e il 40%. Costa poco in più di materiale rispetto al classico pattern a griglia ma offre resistenza superiore in tutte le direzioni, specialmente sotto carichi torsionali.
Edge case e impostazioni avanzate: come gestire modelli complessi
Dopo le basi tecniche dello slicing, esploriamo come si affrontano i casi più difficili e quali regolazioni usare per ottenere risultati affidabili.
Modelli non solidi e geometrie particolari
Non tutti i modelli 3D sono solidi compatti. Alcuni, come i modelli di aeromobili prodotti da 3DLabPrint, sono progettati con pareti sottilissime che simulano la struttura reale di un'ala: gusci sottili, nervature interne, sezioni con spessore inferiore al diametro del nozzle.
Questi modelli mettono in crisi i slicer configurati con le impostazioni standard. Il risultato sono bordi zigrinati (jagged edges), pareti incomplete o percorsi utensile che non chiudono correttamente i profili.
Le soluzioni disponibili in PrusaSlicer e Cura sono precise e testate:
- Modalità Pari-dispari (Even-Odd): invece della modalità "Regolare", questa opzione alterna il conteggio dei perimetri per gestire geometrie non manifold senza perdere continuità nelle pareti sottili
- Slicing Tolerance "Inclusive": allarga leggermente ogni strato per includere le geometrie che sarebbero altrimenti escluse dal calcolo matematico esatto
- Horizontal Expansion: aggiunge un offset orizzontale ai layer per compensare le ali o sezioni sottili che si restringono oltre il limite minimo stampabile
"Modelli non solidi come quelli 3DLabPrint richiedono modalità 'Pari-dispari' anziché 'Regolare'. Le ali sottili causano jagged edges, risolvibili con Slicing Tolerance 'Inclusive' o Horizontal Expansion."
Tabella comparativa delle soluzioni per modelli complessi
| Problema | Soluzione PrusaSlicer | Soluzione Cura |
|---|---|---|
| Pareti sottili mancanti | Detect thin walls ON | Wall thickness override |
| Jagged edges su ali | Slicing Tolerance: Inclusive | Extra skin layers |
| Geometria non manifold | Modalità Pari-dispari | Mesh fixer integrato |
| Holes nei layer | Horizontal Expansion +0,1 mm | Horizontal expansion |
Risorse pratiche per chi sviluppa prototipi
Per chi progetta prototipi complessi, il consiglio più efficace è costruire una libreria di profili testati per ogni tipologia di modello. Non esiste un profilo universale che funziona per tutto. Un profilo ottimale per un ingranaggio non è quello giusto per un involucro estetico.
Prima di avviare una produzione anche piccola, è utile seguire una checklist per la stampa perfetta che includa verifica della geometria del modello, controllo dei parametri slicer, anteprima layer e stima materiale.
Ulteriori elementi da considerare per modelli avanzati:
- Modifier meshes: zone del modello con parametri differenziati (più perimetri solo dove serve resistenza)
- Variable layer height: strati più sottili nelle zone curve, più spessi nelle zone rettilinee per bilanciare qualità e velocità
- Custom supports: supporti disegnati manualmente invece di lasciarli generare automaticamente, per facilitare la rimozione e ridurre i segni sulla superficie
Implicazioni pratiche: perché la scelta dello slicing influenza davvero il risultato
Analizzate le strategie avanzate, ora è il momento di vedere come le scelte influenzano davvero prototipi e parti reali, con esempi diretti e conseguenze concrete.
Dalla teoria alla qualità del pezzo finito
Un parametro sbagliato non genera solo un risultato brutto. Può rendere una parte inutilizzabile, fragile o dimensionalmente inaccurata. Ecco alcuni errori comuni e le loro conseguenze:
- Layer height troppo alto su pezzi con superfici curve: la finitura diventa a gradini visibili, e i pezzi richiedono post-lavorazione manuale che azzerano il risparmio di tempo
- Infill insufficiente su parti meccaniche: un pezzo che sembra robusto all'esterno può collassare sotto carichi moderati perché l'interno è quasi vuoto
- Supporti mal configurati: difficili da rimuovere, lasciano segni profondi sulla superficie, o peggio si staccano durante la stampa causando il fallimento del job
- Temperatura di stampa errata: strati che non aderiscono correttamente, delamination sotto stress, o warping che distorce la geometria
La qualità in stampa 3D si monitora proprio partendo dallo slicing, non durante la stampa o dopo.
Differenze tra tecnologie e impatto sullo slicing
Come confermato da ricerche specializzate, le tecnologie di stampa richiedono approcci completamente diversi allo slicing: per imprenditori, padroneggiare queste differenze abilita la produzione di prototipi custom rapidi senza assemblaggi intermedi.
Le differenze sono sostanziali anche tra tecnologie apparentemente simili. Secondo studi tecnici pubblicati sulla letteratura di settore, FDM e SLA necessitano di supporti e gestione precisa degli overhang, mentre SLS non richiede supporti perché la polvere non sinterizzata sostiene il pezzo durante la stampa. La stampa in argilla (clay printing) usa nozzle da 1 a 30 mm invece dei 0,3 a 1 mm dei termoplastici, richiedendo slicer completamente specializzati con logiche di estrusione diverse.
Consiglio Pro: Se stai prototipando un pezzo funzionale in FDM, stampa sempre prima un test semplificato del 20% delle dimensioni reali con i parametri scelti. Questo ti permette di validare l'adesione dei layer, l'orientamento e la resistenza senza sprecare materiale e tempo su una stampa completa che potrebbe fallire.
Questo approccio vale doppio per le best practice di prototipazione industriale, dove gli errori di slicing si moltiplicano su lotti anche piccoli e incidono direttamente sui costi.
Perché la padronanza dello slicing è un vantaggio competitivo
Chi sa usare bene uno slicer non dipende da terzi per ogni variazione di progetto. Può iterare rapidamente, modificare un parametro e ristampare in poche ore. Chi non sa usarlo delega e aspetta, allungando i cicli di sviluppo.
In un contesto di prototipazione rapida, la differenza tra un team che padroneggia lo slicing e uno che lo ignora può significare settimane di vantaggio sullo sviluppo di un nuovo prodotto.
La nostra prospettiva: oltre lo slicing, verso la prototipazione senza limiti
Abbiamo visto errori, parametri, soluzioni e confronti. Ma c'è una dimensione che i manuali tecnici raramente toccano: lo slicing come mentalità, non solo come tecnica.
In Lovabyte, lavoriamo con imprenditori e progettisti che arrivano convinti che il problema sia la stampante. Quasi sempre, invece, è il workflow di slicing. Una stampante Bambu Lab X1C configurata male produce risultati peggiori di una macchina entry-level impostata correttamente. La macchina è uno strumento. Lo slicer è la competenza.
Crediamo che la vera trasformazione avvenga quando lo slicing smette di essere un ostacolo e diventa una leva. Chi sa modulare un profilo di stampa per ogni materiale, ogni geometria e ogni obiettivo funzionale può digitalizzare i prototipi con una velocità che cambia i tempi di sviluppo prodotto. Non parliamo di ore risparmiate. Parliamo di cicli di sviluppo che passano da mesi a settimane.
La formazione sullo slicing non è un costo: è un investimento con ritorno misurabile già dalla prima iterazione di prototipo ottimizzata. Il futuro della produzione personalizzata passa da chi sa fare questo, non solo da chi ha la macchina più costosa.
Vuoi padroneggiare davvero lo slicing? Scopri le soluzioni Lovabyte
Questa guida ti ha mostrato come lo slicing sia molto più di un passaggio tecnico. È il punto in cui le decisioni diventano risultati. Se vuoi portare questa competenza dentro la tua azienda, Lovabyte ha costruito percorsi pensati esattamente per te.

I nostri corsi di stampa 3D coprono lo slicing dal profilo base fino alla configurazione avanzata per materiali tecnici e geometrie complesse, con sessioni pratiche in laboratorio. Se preferisci affidarti direttamente a noi per la produzione, puoi richiedere un preventivo stampa 3D e ricevere un pezzo ottimizzato senza dover gestire tu i parametri. E se cerchi modelli già pronti e testati, il nostro catalogo creators offre file pronti per la stampa con profili slicer inclusi.
Domande frequenti
Quali sono i principali vantaggi di un buon slicing?
Un buon slicing permette di ottenere superfici di alta qualità, migliora la durata delle parti stampate e ottimizza costi e tempi, abilitando prototipi custom rapidi senza assemblaggi intermedi.
Come capire se il mio slicing è corretto?
Controlla la presenza di supporti ben posizionati, layer uniformi e nessuna anomalia come zigrinature o deformazioni. Parametri fondamentali come overhang threshold a 45°, layer time minimo di 10-15 secondi e infill gyroid per forza isotropa sono segnali di un profilo ben configurato.
Qual è la differenza tra slicing FDM, SLA e SLS?
FDM e SLA richiedono supporti e gestione precisa degli overhang, mentre SLS non richiede supporti perché la polvere non sinterizzata funge da supporto naturale durante l'intera stampa.
Perché alcuni modelli richiedono modalità particolari di slicing?
Modelli come aerei 3DLabPrint o oggetti non solidi hanno geometrie sottili che richiedono regolazioni come modalità Pari-dispari o espansione orizzontale per evitare jagged edges e pareti incomplete.