TL;DR:
- La post-elaborazione 3D trasforma i pezzi grezzi in componenti resistenti e funzionali attraverso tecniche come ricottura, levigatura e polimerizzazione UV. Questi trattamenti migliorano le proprietà meccaniche, l'estetica e la precisione, variando in base alla tecnologia di stampa utilizzata. Incorporare la post-elaborazione nella progettazione ottimizza qualità, tempi e costi finali del prodotto.
La post-elaborazione 3D è il processo che trasforma un pezzo grezzo appena uscito dalla stampante in un prodotto funzionale, resistente e rifinito. Comprende tecniche come ricottura, levigatura chimica, polimerizzazione UV e sabbiatura, ciascuna con effetti precisi su resistenza meccanica, tolleranze dimensionali e aspetto superficiale. Questa guida alla post-elaborazione 3D copre ogni metodo in dettaglio, con indicazioni su strumenti, workflow e scelta in base alla tecnologia di stampa usata, che sia FDM, SLA o SLS.
Quali sono le tecniche fondamentali di post-elaborazione 3D?
La spiegazione delle post-elaborazioni 3D parte da un principio chiaro: il post-processing non è un tocco estetico finale, ma un passaggio ingegneristico che determina la funzionalità meccanica del pezzo. Ignorarlo significa consegnare un prototipo o un componente che non raggiunge mai il suo potenziale reale. Le tecniche principali si dividono in quattro categorie.
Ricottura (annealing) La ricottura consiste nel riscaldare il pezzo stampato a temperatura controllata per rilassare le tensioni interne accumulate durante la deposizione. La ricottura aumenta la resistenza alla trazione dal 20% al 50%, variando in base al materiale. Per PLA si lavora a 60-80°C per 1-2 ore, mentre per Nylon si sale a 80-100°C per 2-4 ore. Questo significa che un componente funzionale in Nylon trattato correttamente può sopportare carichi significativamente più elevati rispetto alla versione grezza.
Levigatura manuale e chimica La levigatura manuale efficace procede con carte a grana progressiva da 200 fino a 2000: si inizia con grana 200-400 per rimuovere i segni dei supporti, si passa a 600-800 per uniformare la superficie, e si conclude con carteggiatura a umido 1000-2000 per una finitura quasi a specchio. La levigatura chimica, come il vapor smoothing con acetone su ABS, riduce la rugosità e sigilla le porosità in modo più rapido, ma richiede controllo preciso del tempo di esposizione.
Polimerizzazione UV per SLA Dopo la stampa in resina, la polimerizzazione UV migliora rigidità e resistenza termica del materiale. Il ciclo tipico prevede 60°C per 30-60 minuti, con rotazione del pezzo a metà ciclo per garantire un'esposizione uniforme. In ambienti professionali si usa un'atmosfera di azoto per ottimizzare ulteriormente il risultato.
Sabbiatura e burattatura La sabbiatura differenziata per materiale è la scelta giusta per uniformare finiture opache e rimuovere tracce di supporti. Bicarbonato di sodio per pezzi SLA delicati, perle di vetro per Nylon e ABS, ossido di alluminio per supporti pesanti in FDM. La burattatura, invece, è indicata per lotti di piccoli componenti che richiedono una finitura uniforme senza intervento manuale.
Consiglio Pro: Per la levigatura chimica con acetone su ABS, non superare mai i 30 minuti di esposizione ai vapori. Oltre quel limite, il pezzo perde dettagli fini e le tolleranze funzionali diventano inaffidabili.
Come scegliere la tecnica giusta in base alla tecnologia di stampa?
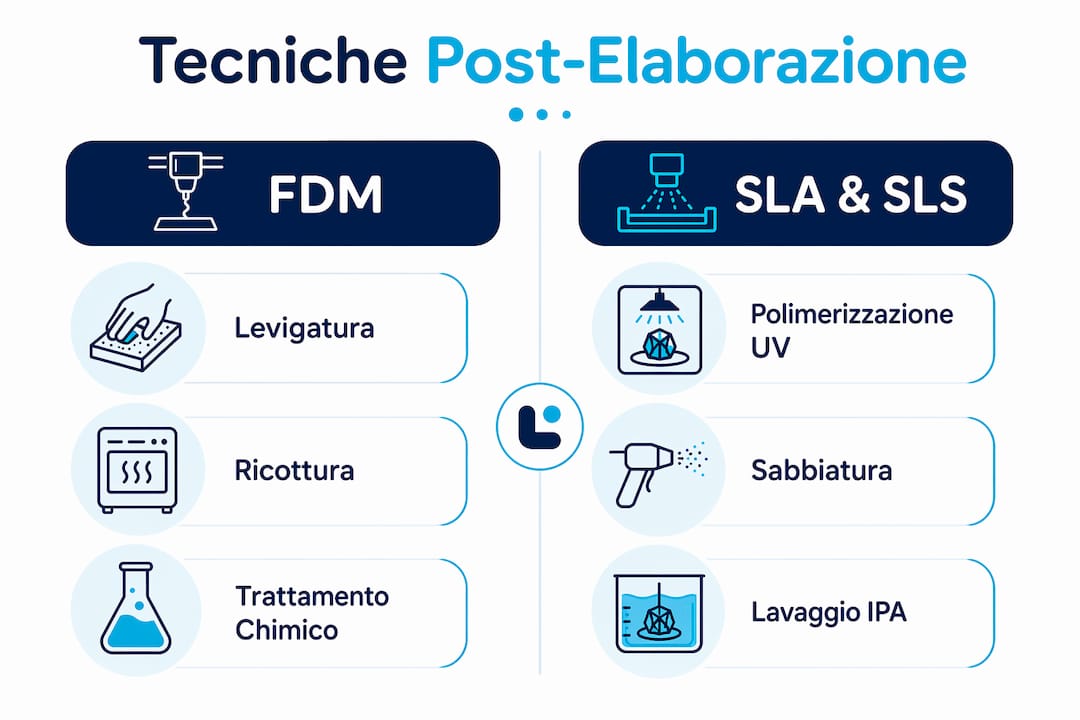
La scelta delle tecniche di post-elaborazione 3D dipende direttamente dalla tecnologia usata per stampare. FDM, SLA e SLS hanno caratteristiche superficiali, strutturali e di supporto completamente diverse, e ogni tecnologia risponde in modo diverso agli stessi trattamenti.

Per la stampa FDM, i problemi principali sono le linee di strato visibili e la porosità tra le filettature. La levigatura manuale progressiva è il punto di partenza, seguita da levigatura chimica per materiali compatibili come ABS. La ricottura è particolarmente efficace per pezzi funzionali in PLA o Nylon che devono sopportare carichi meccanici. La rimozione dei supporti in FDM avviene meccanicamente o con supporti solubili in acqua o limonene, a seconda del materiale usato.
Per la stampa SLA, il lavaggio in IPA (alcol isopropilico) è obbligatorio prima di qualsiasi altra operazione, per rimuovere la resina non polimerizzata. Subito dopo si procede con la polimerizzazione UV. La sabbiatura con bicarbonato è indicata per uniformare la superficie senza aggredire i dettagli fini tipici di questa tecnologia.
Per la stampa SLS, la situazione è diversa: non esistono supporti da rimuovere, ma la superficie è naturalmente porosa e ruvida. Il vapor smoothing è la tecnica più efficace per SLS e MJF, perché riduce rugosità e sigilla porosità senza alterare la geometria. La sabbiatura con perle di vetro completa la finitura.
| Tecnologia | Tecnica primaria | Tecnica secondaria | Obiettivo principale |
|---|---|---|---|
| FDM | Levigatura manuale (200-2000) | Ricottura o vapor smoothing ABS | Eliminare linee di strato, aumentare resistenza |
| SLA | Lavaggio IPA + polimerizzazione UV | Sabbiatura con bicarbonato | Completare polimerizzazione, uniformare superficie |
| SLS / MJF | Vapor smoothing | Sabbiatura con perle di vetro | Ridurre porosità, finitura opaca uniforme |
Quando si lavora su pezzi che richiedono sia buona estetica che resistenza meccanica, la combinazione più efficace è ricottura seguita da levigatura. La ricottura va sempre eseguita prima della levigatura, perché il trattamento termico può modificare leggermente le dimensioni del pezzo.
Consiglio Pro: Per pezzi FDM con geometrie complesse, usa blocchetti abrasivi rigidi invece di carta libera. Mantengono la forma precisa del pezzo e prevengono arrotondamenti accidentali sugli spigoli.
Quali strumenti servono per una post-elaborazione 3D di successo?
Un workflow di post-elaborazione ben organizzato segue una sequenza precisa e usa strumenti specifici per ogni fase. Improvvisare l'ordine delle operazioni è la causa principale di risultati deludenti.
- Rimozione dei supporti. Usa pinze a becco lungo e bisturi per FDM. Per SLA, il lavaggio in IPA rimuove la resina residua prima di qualsiasi intervento meccanico. Lavora sempre con guanti in nitrile quando maneggi resine non polimerizzate.
- Levigatura grossolana. Carta abrasiva grana 200-400 o blocchetti abrasivi rigidi per superfici piane. Questa fase rimuove i segni più evidenti dei supporti e le irregolarità maggiori.
- Levigatura fine. Progressione fino a grana 800-1000, con carteggiatura a umido per ridurre il calore da attrito e ottenere una superficie più uniforme.
- Trattamento termico o chimico. Ricottura in forno con controllo della temperatura, oppure vapor smoothing in contenitore chiuso con solvente appropriato. Per la ricottura, il raffreddamento deve essere lento, circa 1-2°C al minuto, per evitare tensioni residue e deformazioni.
- Finitura superficiale. Sabbiatura, verniciatura o applicazione di primer, a seconda dell'uso finale del pezzo.
- Controllo qualità. Verifica dimensionale con calibro o micrometro prima e dopo ogni fase critica. Documenta le variazioni per ottimizzare i parametri nei cicli successivi.
Gli strumenti minimi per un laboratorio di post-elaborazione includono: carta abrasiva in set completo da 200 a 2000, blocchetti abrasivi rigidi, contenitore ermetico per vapor smoothing, forno con controllo digitale della temperatura, vasca per lavaggio IPA con coperchio, e lampada UV per resine SLA. Puoi approfondire i livelli di finitura stampa 3D per capire quale standard di qualità puntare in base all'applicazione.
Consiglio Pro: Pulisci e asciuga gli strumenti abrasivi dopo ogni sessione. La carta abrasiva intasata di polvere di plastica perde efficacia rapidamente e rischia di graffiare invece di levigare.
Come la post-elaborazione cambia le proprietà dei modelli 3D?
Le tecniche di post-elaborazione influiscono su resistenza alla fatica, durata, resistenza chimica, estetica e percezione qualitativa del pezzo. Non si tratta di miglioramenti marginali: in molti casi la differenza tra un pezzo trattato e uno grezzo è la differenza tra un componente funzionale e uno inutilizzabile.
La ricottura agisce sulle tensioni residue create durante la deposizione strato per strato. Queste tensioni sono concentratori di stress che riducono la resistenza reale del pezzo rispetto alla resistenza teorica del materiale. Eliminandole, si ottiene un pezzo che si comporta in modo più prevedibile sotto carico. Per un designer che produce prototipi funzionali, questo significa test più affidabili e meno iterazioni.
La levigatura chimica riduce i concentratori di stress superficiali causati dalla rugosità delle linee di strato. Una superficie più liscia distribuisce meglio i carichi applicati, migliorando la resistenza alla fatica ciclica. Questo effetto è particolarmente rilevante per componenti soggetti a vibrazioni o carichi ripetuti.
La polimerizzazione UV completa la reticolazione della resina SLA, che dopo la stampa è ancora parzialmente incompleta. Un pezzo SLA non polimerizzato correttamente è fragile, sensibile alla luce solare e può rilasciare residui di monomero non reagito. Il trattamento UV porta il materiale alle sue proprietà meccaniche nominali.
"L'integrazione delle capacità di post-elaborazione nel flusso digitale di progettazione permette di ottimizzare tempi e costi, migliorando la qualità finale." Fonte: digital thread di Xcelerator
La pianificazione della post-elaborazione già in fase di progetto, come dimostra l'approccio adottato da Siemens con Xometry nel contesto del digital thread, aumenta efficienza e qualità finale dei pezzi stampati. Progettare tenendo conto di come verrà trattato il pezzo significa orientare i supporti, le tolleranze e le geometrie in modo da facilitare ogni fase successiva. Puoi vedere come questo si integra in un processo completo nel workflow stampa 3D per prototipazione e produzione.
Punti chiave
La post-elaborazione 3D richiede la combinazione di ricottura, levigatura progressiva e trattamenti chimici o UV calibrati sulla tecnologia di stampa usata, per trasformare un pezzo grezzo in un componente con proprietà meccaniche ed estetiche definite.
| Punto | Dettagli |
|---|---|
| Ricottura per resistenza | Tratta PLA a 60-80°C e Nylon a 80-100°C per aumentare la resistenza alla trazione fino al 50%. |
| Levigatura progressiva | Usa grana 200-2000 in sequenza; i blocchetti rigidi preservano la geometria su FDM. |
| Polimerizzazione UV per SLA | Ciclo a 60°C per 30-60 minuti con rotazione a metà per completare la reticolazione della resina. |
| Scelta per tecnologia | FDM richiede levigatura e ricottura; SLA richiede IPA e UV; SLS beneficia del vapor smoothing. |
| Pianificazione in fase di progetto | Progettare con la post-elaborazione in mente riduce errori, tempi e costi di finitura. |
La post-elaborazione è ingegneria, non finitura
Ho visto centinaia di pezzi uscire da stampanti Bambu Lab con geometrie perfette e poi essere consegnati senza alcun trattamento, come se la stampa fosse l'ultimo passaggio. È un errore che capisco, perché la stampante fa un lavoro visivamente impressionante. Ma il pezzo grezzo è solo il punto di partenza.
Quello che mi ha convinto definitivamente è stato lavorare su un componente in Nylon per un cliente che produceva supporti per attrezzatura sportiva. La versione non trattata cedeva dopo pochi cicli di carico. La stessa geometria, dopo ricottura a 90°C per tre ore e raffreddamento lento, ha superato i test di fatica senza problemi. Stessa stampante, stesso materiale, stesso file. Solo il processo post-stampa era diverso.
La cosa che ancora oggi vedo sottovalutata è la progettazione orientata alla post-elaborazione. Se disegni un pezzo senza pensare a come verrà levigato, sabbiato o ricotto, crei problemi che nessuna tecnica di finitura risolve facilmente. Geometrie con cavità profonde che non permettono accesso agli abrasivi, supporti posizionati su superfici critiche, spessori che si deformano durante la ricottura: tutto questo si previene a monte, non a valle.
Il mio consiglio pratico è di trattare la post-elaborazione come una fase di progetto, non come un'attività separata. Quando definisci orientamento di stampa, tolleranze e materiale, definisci anche il trattamento finale. Questo approccio, che nel mondo industriale viene chiamato digital thread, è accessibile anche a chi lavora in un laboratorio maker con attrezzatura semplice.
— Giacomo
Migliora le tue competenze di post-elaborazione con Lovabyte
Lovabyte organizza workshop pratici e corsi dedicati alla stampa 3D professionale, con sessioni specifiche sulle tecniche di post-elaborazione più usate in ambito maker e industriale.

Nei corsi e workshop Lovabyte trovi percorsi su levigatura, ricottura, finitura superficiale e gestione del workflow completo dalla stampa al prodotto finito. Ogni corso è progettato per chi vuole risultati concreti, non solo teoria. Se cerchi modelli già ottimizzati per la stampa e la post-elaborazione, il marketplace Lovabyte offre design pronti all'uso creati da professionisti del settore. Contatta Lovabyte per una consulenza personalizzata e scopri quale percorso formativo si adatta meglio ai tuoi obiettivi.
FAQ
Cos'è la post-elaborazione 3D?
La post-elaborazione 3D è l'insieme dei trattamenti applicati a un pezzo stampato per migliorarne resistenza meccanica, precisione dimensionale e finitura superficiale. Include ricottura, levigatura, polimerizzazione UV e sabbiatura.
Quale tecnica di post-elaborazione è più efficace per FDM?
Per FDM, la combinazione più efficace è levigatura manuale progressiva da grana 200 a 2000 seguita da ricottura, che può aumentare la resistenza alla trazione fino al 50% rispetto al pezzo grezzo.
Quanto tempo richiede la polimerizzazione UV per resine SLA?
Il ciclo tipico di polimerizzazione UV per SLA prevede 30-60 minuti a 60°C, con rotazione del pezzo a metà ciclo per garantire un'esposizione uniforme su tutte le superfici.
La levigatura chimica con acetone danneggia il pezzo?
La levigatura con vapori di acetone su ABS è sicura se il tempo di esposizione rimane tra 10 e 30 minuti. Oltre questo limite, il pezzo perde dettagli fini e le tolleranze funzionali diventano inaffidabili.
È necessario fare post-elaborazione su tutti i pezzi stampati in 3D?
Non su tutti, ma su qualsiasi pezzo funzionale o destinato a carichi meccanici la post-elaborazione è necessaria. I pezzi decorativi o i prototipi visivi possono richiedere solo levigatura estetica, mentre i componenti strutturali beneficiano sempre di ricottura o trattamenti chimici.