TL;DR:
- La retrazione in stampa 3D consiste nel ritirare il filamento per ridurre stringing e gocciolamenti, influenzando qualità e precisione. Parametri come distanza e velocità devono essere calibrati specificamente per sistema e materiale, evitando errori che causano blocchi o difetti estetici. Una corretta manutenzione hardware e una calibrazione sistematica migliorano significativamente risultati e durata delle componenti.
La retrazione in stampa 3D è uno di quei parametri che sembrano semplici finché non ci metti le mani sopra. Capita spesso: hai finito una stampa, la togli dal piatto e ti ritrovi una ragnatela di fili sottili che rovinano ore di lavoro. Oppure l'estrusore si blocca senza motivo apparente. In entrambi i casi, la causa è quasi sempre una configurazione sbagliata della retrazione del filamento. Capire che cos'è la retrazione in stampa 3D e come funziona davvero è il primo passo per eliminare questi problemi alla radice.
Indice
- Punti chiave
- Che cos'è la retrazione in stampa 3D
- Parametri di retrazione: Direct Drive vs Bowden
- Errori comuni e effetti negativi
- Come calibrare la retrazione passo per passo
- Retrazione e qualità finale delle stampe
- La mia visione sulla retrazione
- Impara a stampare meglio con Lovabyte
- FAQ
Punti chiave
| Punto | Dettagli |
|---|---|
| Cos'è la retrazione | L'estrusore ritira il filamento durante i movimenti a vuoto per eliminare la pressione nel nozzle. |
| Parametri fondamentali | Distanza e velocità di retrazione variano tra sistemi Direct Drive e Bowden e tra materiali diversi. |
| Errori da evitare | Una retrazione eccessiva causa heat creep e blocchi; una insufficiente genera stringing visibile. |
| Calibrazione sistematica | Usa torri di retrazione variando distanza e velocità per trovare i valori ottimali per il tuo setup. |
| La manutenzione conta | Una ventola del dissipatore sporca può vanificare anche la migliore configurazione di retrazione. |
Che cos'è la retrazione in stampa 3D
La retrazione è il processo meccanico tramite cui l'estrusore ritira il filamento verso l'alto, allontanandolo dall'ugello, nei momenti in cui la testina si sposta da un punto all'altro senza stampare. Pensa a cosa succede quando sollevi una penna da un foglio: se la tiri via troppo lentamente, lascia un tratto di inchiostro. Con il filamento fuso succede la stessa cosa.
Il motivo fisico è semplice. Il filamento all'interno del nozzle è sempre sotto una certa pressione dovuta al calore e alla fusione del materiale. Se la testina si sposta senza che l'estrusore faccia nulla, quella pressione spinge fuori del materiale in modo incontrollato. Il risultato visibile è lo stringing, cioè i fili sottili tra le pareti dell'oggetto.
La retrazione agisce esattamente su questo meccanismo. Tirando il filamento indietro di qualche millimetro, si riduce la pressione interna e il materiale smette di trasudare. Il parametro è configurabile in ogni software di slicing moderno ed è uno dei più influenti sulla qualità superficiale delle tue stampe.
I due valori principali da conoscere sono:
- Distanza di retrazione: quanto filamento viene ritirato, espresso in millimetri.
- Velocità di retrazione: con quale rapidità avviene il ritiro, espressa in mm/s.
Questi due valori lavorano insieme. Non basta aumentare la distanza se la velocità è troppo bassa, perché il materiale avrebbe comunque il tempo di fuoriuscire prima che la retrazione faccia effetto.
Parametri di retrazione: Direct Drive vs Bowden
Qui sta uno degli aspetti più sottovalutati della retrazione filamento stampa 3D. I valori ottimali cambiano radicalmente in base al tipo di sistema di estrusione che usi, e applicare le stesse impostazioni su hardware diverso è una delle cause più frequenti di problemi.
| Sistema | Distanza consigliata (PLA) | Velocità consigliata |
|---|---|---|
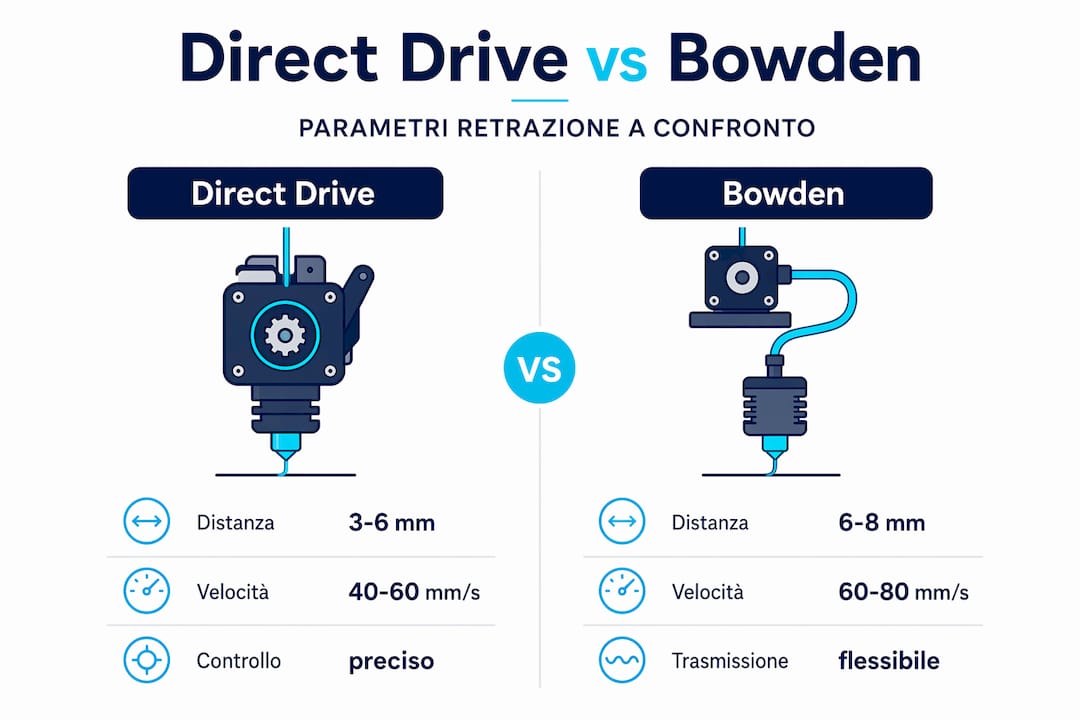
| Direct Drive | 3-6 mm | 40-60 mm/s |
| Bowden | 6-8 mm | 40-60 mm/s |
| TPU (Direct Drive) | 0.5-1 mm | 20-30 mm/s |
Nei sistemi Direct Drive l'estrusore è montato direttamente sulla testina di stampa. La distanza tra il motore e il nozzle è minima, quindi basta una retrazione breve per depressurizzare l'ugello. Con un sistema Bowden invece l'estrusore è fisso sul telaio della stampante, collegato al nozzle da un tubo in PTFE anche lungo 40-50 cm. Quel tubo è flessibile e ha una certa elasticità, il che significa che parte del movimento del motore si "perde" lungo il percorso. Per questo la distanza di retrazione nei sistemi Bowden deve essere sensibilmente maggiore.
Il materiale che stai stampando cambia le regole ulteriormente. Il PLA è rigido e risponde bene a distanze medie e velocità moderate. I materiali flessibili come il TPU richiedono una retrazione minima perché si comprimono all'interno del tubo Bowden e possono creare intasamenti se tirati indietro con troppa forza. Prima di impostare qualsiasi valore, consulta la guida ai materiali di stampa 3D per capire il comportamento specifico del filamento che stai usando.
Esistono anche parametri avanzati che molti ignorano. Lo spostamento minimo è la distanza al di sotto della quale la retrazione non si attiva, utile per evitare ritrazioni inutili su spostamenti brevissimi. L'opzione di pulizia durante la retrazione spezza i filamenti residui all'uscita del nozzle prima dello spostamento.
Consiglio Pro: Non aumentare mai la distanza di retrazione oltre i valori consigliati sperando di eliminare lo stringing. È controintuitivo, ma distanze eccessive causano più problemi di quanti ne risolvano.
Errori comuni e effetti negativi
Una retrazione mal configurata produce due categorie di problemi, e spesso i maker si concentrano solo sulla prima ignorando la seconda.
Il problema più visibile è lo stringing. Una cattiva configurazione della retrazione produce filamenti sottili tra le pareti dell'oggetto, macchie di materiale su superfici che dovrebbero essere pulite, e perdita generale di precisione dimensionale. Questi difetti rovinano l'estetica della stampa e, in contesti tecnici come la prototipazione, compromettono la funzionalità del pezzo.
Il problema meno visibile ma più grave è l'heat creep. Quando aumenti troppo la distanza di retrazione, sposti il filamento parzialmente fuso verso la zona fredda dell'hotend. Lì il materiale si gonfia, si solidifica parzialmente e blocca l'estrusore dall'interno, interrompendo la stampa. Questo fenomeno è subdolo perché non si manifesta subito: può iniziare dopo un'ora di stampa, quando il blocco ha avuto il tempo di formarsi.
Ecco i sintomi principali da riconoscere:
- Stringing e fili sottili: retrazione insufficiente o temperatura troppo alta.
- Sotto-estrusione dopo uno spostamento: retrazione troppo aggressiva che non viene compensata correttamente.
- Blocco improvviso dell'estrusore: heat creep causato da distanza eccessiva o ventola dissipatore inefficiente.
- Rumori di clic dal motore estrusore: il filamento si blocca e il motore perde passi.
La temperatura del nozzle è strettamente legata alla retrazione. Un ugello troppo caldo rende il materiale più fluido e quindi più difficile da controllare con la retrazione. Abbassare la temperatura di 5-10°C è spesso sufficiente per ridurre drasticamente lo stringing senza modificare altri parametri.
Consiglio Pro: Prima di modificare la retrazione, controlla la ventola del dissipatore. Una ventola sporca o inefficiente crea instabilità termica che nessuna impostazione può compensare. Puliscila e, se necessario, sostituiscila prima di fare qualsiasi test.
Come calibrare la retrazione passo per passo
La calibrazione sistematica è l'unico approccio che funziona davvero. Modificare i valori a caso porta a risultati imprevedibili e ti fa perdere tempo. Ecco una procedura concreta per trovare i parametri ottimali.
- Stampa una torre di retrazione. Esistono modelli gratuiti progettati specificamente per questo scopo. La torre varia automaticamente la distanza di retrazione layer per layer, così puoi vedere con un solo stampo quale valore elimina lo stringing.
- Fissa prima la distanza, poi la velocità. Non cambiare entrambi i parametri contemporaneamente. Inizia con la distanza tenendo la velocità a 45 mm/s, trova il valore minimo che elimina i fili, poi prova a ottimizzare la velocità.
- Varia in passi piccoli. Per i sistemi Direct Drive, parti da 1 mm e aumenta di 0.5 mm per volta. Per i Bowden, parti da 4 mm e aumenta di 1 mm per volta. Fermati appena i fili scompaiono.
- Testa su più geometrie. Una torre di retrazione ha una geometria specifica. Verifica i risultati su un modello più complesso prima di considerare la calibrazione definitiva.
- Controlla la temperatura in parallelo. Se anche al valore massimo consigliato i fili persistono, abbassa la temperatura del nozzle di 5°C e ripeti il test.
La tabella seguente offre valori di partenza per le combinazioni più comuni di materiale e sistema di estrusione, utili come punto di riferimento prima di iniziare i test.
| Materiale | Sistema | Distanza (mm) | Velocità (mm/s) | Temperatura (°C) |
|---|---|---|---|---|
| PLA | Direct Drive | 3-5 | 45-60 | 200-210 |
| PLA | Bowden | 6-8 | 40-55 | 195-210 |
| PETG | Direct Drive | 4-6 | 35-50 | 230-240 |
| TPU | Direct Drive | 0.5-1 | 20-25 | 220-230 |
| ABS | Direct Drive | 4-6 | 40-55 | 240-250 |
La configurazione della stampante 3D non si esaurisce con la retrazione, ma questo parametro è spesso quello che fa la differenza tra una stampa mediocre e una stampa precisa. La manutenzione regolare dell'hardware è parte integrante della calibrazione: un ugello parzialmente ostruito o un tubo PTFE usurato alterano il comportamento della retrazione anche con impostazioni perfette.
Retrazione e qualità finale delle stampe
Una retrazione ben calibrata trasforma visibilmente la qualità delle tue stampe. La riduzione dello stringing è ovviamente il risultato più immediato, ma l'impatto va oltre l'estetica. Oggetti tecnici come giunti, clip o parti funzionali richiedono superfici pulite per funzionare correttamente: un filo di materiale nel posto sbagliato può impedire l'accoppiamento tra due componenti.
La continuità dell'estrusione migliora anche la coerenza dimensionale. Quando la retrazione è ottimizzata, il materiale viene depositato in modo uniforme senza interruzioni o eccessi indesiderati. Questo si traduce in pareti più regolari e tolleranze più strette, aspetto critico per chi stampa prototipi o micro-serie.
C'è anche un impatto sulla macchina stessa. Una retrazione eccessiva e ripetuta stresa il motore estrusore e aumenta l'usura del tubo PTFE, soprattutto nei sistemi Bowden. Trovare il valore minimo efficace, non il massimo teorico, prolunga la vita dei componenti. Prima di una stampa lunga, usare una checklist di controllo aiuta a verificare che tutto sia nelle condizioni ottimali.
La mia visione sulla retrazione
Ho visto centinaia di maker passare ore a modificare la distanza di retrazione pensando che fosse la soluzione a tutti i problemi di stampa. La verità è che la retrazione è un compromesso, non una soluzione. Gestisce la pressione interna del nozzle, ma non elimina le cause fisiche profonde dello stringing o dei blocchi.
Quello che ho imparato è che l'errore più comune non è sbagliare i valori: è cercare di risolvere con la retrazione un problema che ha origine altrove. Una temperatura troppo alta, un ugello parzialmente ostruito, o una ventola del dissipatore che non raffredda abbastanza sono problemi hardware che nessuna impostazione software risolve definitivamente.
Il mio approccio è sempre lo stesso: prima sistemo l'hardware, poi calibro la temperatura, e solo alla fine tocco la retrazione. In questo ordine, i risultati arrivano in fretta. Saltare i primi due passaggi e andare direttamente a modificare la retrazione è come regolare il volume di una radio con la ricezione disturbata: puoi farlo, ma non risolvi il problema vero.
— Giacomo
Impara a stampare meglio con Lovabyte
Capire la retrazione è un tassello fondamentale, ma il percorso verso stampe di qualità professionale è più ampio. Lovabyte offre corsi e workshop dedicati a maker e professionisti che vogliono padroneggiare ogni aspetto della stampa 3D, dalla calibrazione dei parametri alla scelta dei materiali fino alla produzione su misura.

Se hai già una stampante e stai lottando con problemi di retrazione o configurazione, il team di Lovabyte è disponibile per una assistenza tecnica specializzata direttamente sul tuo setup. Che tu stia usando una Bambu Lab o un altro sistema, l'approccio è sempre pratico e personalizzato. Non devi risolvere tutto da solo: un occhio esperto accelera enormemente il processo e ti evita di bruciare rullini di filamento nel tentativo di trovare i valori giusti.
FAQ
Cos'è la retrazione nella stampa 3D?
La retrazione è il movimento con cui l'estrusore ritira il filamento verso l'ugello durante gli spostamenti a vuoto della testina. Serve a eliminare la pressione interna nel nozzle e prevenire la formazione di fili di materiale indesiderati.
Qual è la distanza di retrazione corretta per il PLA?
Per sistemi Direct Drive si consigliano 3-6 mm a 40-60 mm/s; per sistemi Bowden servono 6-8 mm a causa della flessibilità del tubo. I valori esatti dipendono dal tuo setup specifico e vanno verificati con test pratici.
Perché l'estrusore si blocca durante la stampa?
Una delle cause più frequenti è l'heat creep, provocato da una distanza di retrazione eccessiva che sposta il filamento fuso nella zona fredda dell'hotend, dove si gonfia e blocca il passaggio. Una ventola del dissipatore inefficiente aggrava il problema.
Come faccio a capire se la mia retrazione è ben calibrata?
Stampa una torre di retrazione e osserva a quale altezza i fili di materiale scompaiono. La superficie deve risultare pulita senza fili visibili tra le pareti, e l'estrusione deve riprendere in modo fluido dopo ogni spostamento.
Il TPU richiede una retrazione diversa dal PLA?
Sì. Il TPU è un materiale flessibile che si comprime facilmente nel tubo dell'estrusore. Usa distanze di retrazione molto ridotte, tra 0.5 e 1 mm, e velocità più basse rispetto al PLA per evitare intasamenti e garantire un'estrusione costante.