
TL;DR:
- Lo slicer 3D è il software che trasforma un modello digitale in istruzioni comprensibili dalla stampante, incidendo sulla qualità e resistenza del pezzo. La sua configurazione corretta ottimizza tempi, materiali e proprietà meccaniche, risultando fondamentale in produzione professionale. Scegliere e calibrare lo slicer più adatto al workflow aziendale permette di ridurre sprechi e migliorare la ripetibilità.
Hai un modello 3D perfetto, progettato con cura nei minimi dettagli. Poi premi "stampa" e il risultato è deludente: strati mal allineati, supporti nei posti sbagliati, materiale sprecato. Il problema quasi sempre non è la stampante. È lo slicer, o meglio il modo in cui è stato configurato. Questo software, spesso considerato solo un passaggio intermedio obbligato, è in realtà il motore che trasforma un file digitale in un oggetto fisico reale. Capire come funziona e quale scegliere può fare la differenza tra un prototipo riuscito al primo tentativo e tre tentativi sprecati.
Indice
- Cosa si intende per slicer 3D
- Come funziona il processo di slicing: passaggi e logica
- Principali software slicer a confronto
- Slicing avanzato per prototipazione e produzione personalizzata con Bambu Lab
- Perché la scelta dello slicer 3D determina il successo della stampa professionale
- Passa dalla teoria alla pratica: le soluzioni Lovabyte per slicing e stampa 3D
- Domande frequenti su slicer 3D
Punti Chiave
| Punto | Dettagli |
|---|---|
| Definizione slicer 3D | Lo slicer 3D trasforma il modello digitale in comandi precisi per la stampante. |
| Processo di slicing | Lo slicing suddivide il modello in strati definendo perimetri, riempimenti e supporti. |
| Confronto software | Slicer come Cura, PrusaSlicer e Bambu Studio offrono workflow e funzioni differenti. |
| Bambu Lab e workflow avanzati | Adottare uno slicer ottimizzato come Bambu Studio migliora qualità, velocità e riduce errori in produzione. |
| Scelte consapevoli | Scegliere il giusto slicer è fondamentale per assicurare efficienza e risultati professionali. |
Cosa si intende per slicer 3D
Uno slicer 3D è un software che converte un modello digitale tridimensionale, solitamente in formato STL o OBJ, in un insieme di istruzioni comprensibili dalla stampante 3D. Queste istruzioni sono scritte in G-code, un linguaggio macchina che specifica ogni singolo movimento dell'ugello, la temperatura di estrusione, la velocità di stampa e molto altro ancora.
Il termine "slicer" deriva direttamente dalla sua funzione principale: tagliare virtualmente il modello in centinaia o migliaia di strati orizzontali sottili (i "layer"), che la stampante poi riproduce uno sopra l'altro. Senza questo processo, la stampante non avrebbe alcun punto di riferimento su come costruire fisicamente l'oggetto.
Le funzioni dello slicing vanno però molto oltre il semplice taglio in strati. Il software prende decisioni complesse su ogni aspetto della stampa:
- Mesh e intersezione: il modello viene intersecato con piani orizzontali per creare i profili di ogni strato
- Perimetri: vengono generati offset verso l'interno per creare pareti multiple e strutturate
- Infill: l'interno del pezzo viene riempito con pattern specifici come gyroid o honeycomb
- Supporti: strutture temporanee vengono aggiunte automaticamente sotto le sporgenze (overhang) oltre una soglia angolare, tipicamente 45°
- Ottimizzazione dei percorsi: i movimenti dell'ugello vengono semplificati per ridurre tempi e difetti
Come documentato tecnicamente, il processo di slicing#:~:text=A%20slicer%20is%20a%20toolpath) include l'intersezione della mesh triangolare con piani orizzontali, la generazione di perimetri, la preparazione dei pattern di infill e la creazione automatica dei supporti per overhangs.
In ambito industriale e professionale, la qualità della configurazione dello slicer incide direttamente su resistenza meccanica, tolleranze dimensionali e costi di produzione. Non è esagerato dire che due pezzi identici stampati con profili slicer diversi possono avere caratteristiche meccaniche radicalmente differenti.
La scelta e la configurazione dello slicer non sono dettagli tecnici secondari. Sono decisioni strategiche che impattano l'intera catena produttiva.
Come funziona il processo di slicing: passaggi e logica
Chiarita la definizione, passiamo ora a scoprire nel dettaglio cosa succede dentro lo slicer ad ogni stampa. Il processo segue una sequenza logica precisa, e conoscerla aiuta a prendere decisioni migliori prima ancora di avviare la stampa.
- Importazione del modello: il file STL o OBJ viene caricato nello slicer. Il software analizza la mesh e rileva eventuali errori geometrici come facce invertite o buchi nella superficie.
- Posizionamento e orientamento: il modello viene posizionato sul piano di stampa virtuale. L'orientamento è una scelta critica: stampare un pezzo in verticale o orizzontale cambia la resistenza meccanica, la quantità di supporti necessari e i tempi totali.
- Configurazione dei parametri: qui si definiscono altezza layer, numero di perimetri, pattern e densità dell'infill, supporti, velocità e temperature. Ogni variabile ha effetti precisi sul risultato finale.
- Slicing vero e proprio: il software genera i layer#:~:text=A%20slicer%20is%20a%20toolpath) intersecando la mesh con piani orizzontali equidistanti, creando i profili di stampa per ogni strato.
- Generazione del G-code: i percorsi vengono tradotti in comandi macchina con coordinate precise, velocità, temperature e flussi di materiale.
- Anteprima e verifica: gli slicer moderni permettono di visualizzare ogni layer prima della stampa, intercettando problemi come supporti mancanti o collisioni.
Ogni parametro ha un peso specifico sulla qualità finale. L'altezza del layer, per esempio, è inversamente proporzionale alla risoluzione visiva: layer da 0,1 mm danno superfici lisce ma triplicano i tempi rispetto a layer da 0,3 mm. Per la prototipazione rapida si privilegia spesso la velocità, mentre per componenti funzionali si investe in layer più fini e infill più denso.
I pattern di infill meritano un discorso a parte. Il gyroid, per esempio, distribuisce il carico in modo isotropico (uguale in tutte le direzioni) ed è ideale per pezzi soggetti a stress meccanici variabili. Il honeycomb è ottimo per il rapporto resistenza/peso. Il pattern a griglia semplice è veloce ma meno resistente. La scelta dipende dall'uso finale del pezzo, non dalla comodità.
Consiglio Pro: prima di sliceare un pezzo tecnico, definisci sempre l'uso finale. Se il componente dovrà sopportare carichi, scegli gyroid al 30-40% di densità. Se è un modello visivo da presentare, usa infill basso con layer fine. Non usare mai profili generici per applicazioni specifiche: i controlli per stampa perfetta partono sempre da una configurazione mirata.
Un esempio concreto: in laboratorio, per stampare un supporto meccanico in PETG con tolleranze di 0,2 mm, usare un layer height di 0,15 mm, 4 perimetri, infill gyroid al 35% e supporti ad albero porta a un risultato funzionale al primo tentativo. Lo stesso pezzo con un profilo generico "standard" spesso richiede due o tre iterazioni per raggiungere le tolleranze richieste.
Principali software slicer a confronto
Ora che hai visto come funziona lo slicing, scopriamo i principali software sul mercato e i criteri per scegliere quello giusto per la tua realtà. Tre nomi dominano il panorama professionale: Bambu Studio, Ultimaker Cura e PrusaSlicer. Ognuno ha una filosofia diversa e si adatta meglio a contesti specifici.
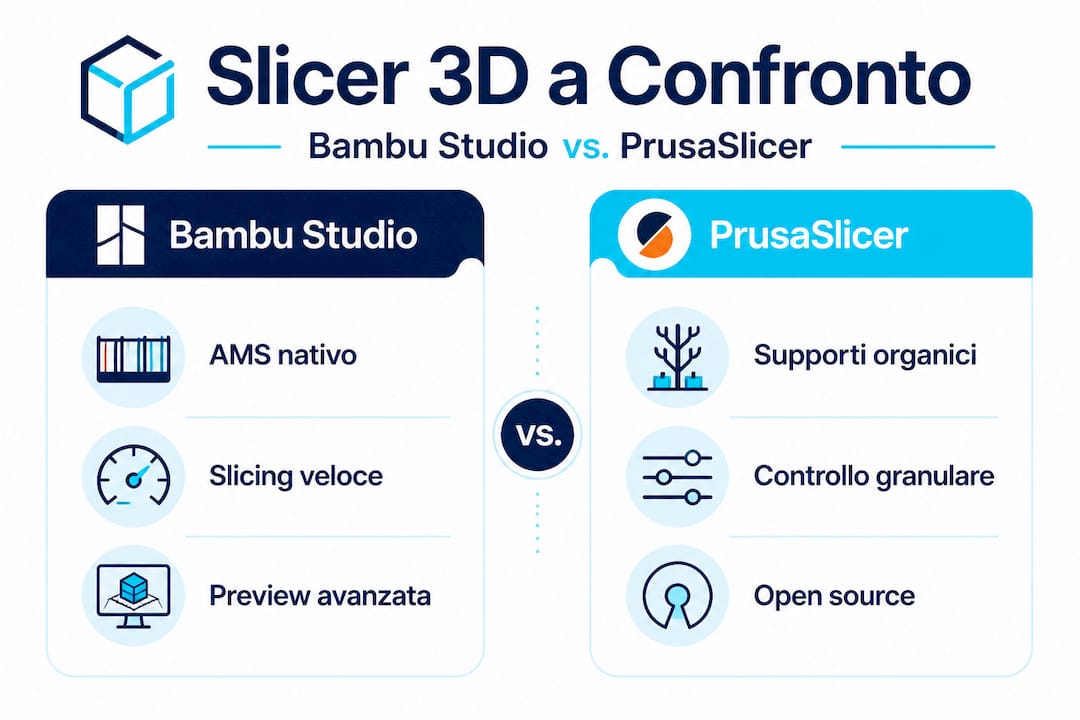
I tipi di stampanti 3D in uso in azienda sono spesso il primo criterio di selezione, ma non dovrebbe essere l'unico. Come riportato da fonti specializzate, gli slicer FDM più diffusi includono Ultimaker Cura (open-source, ampio supporto stampanti), PrusaSlicer (fork di Slic3r con supporti organici eccellenti) e Bambu Studio (fork di PrusaSlicer, ottimizzato per Bambu Lab con AMS multi-colore, slicing veloce e calibrazione automatica).
| Software | Tipo | Punti di forza | Limitazioni | Uso ideale |
|---|---|---|---|---|
| Bambu Studio | Proprietario/open fork | AMS multi-colore, velocità, calibrazione auto | Ottimizzato Bambu Lab | Produzione professionale, micro-serie |
| Ultimaker Cura | Open-source | Compatibilità universale, plugin community | Interfaccia complessa, lento su file grandi | Uso generico, laboratori multi-brand |
| PrusaSlicer | Open-source | Supporti organici, controllo avanzato | Meno automatizzato | Prototipazione di precisione, FDM avanzato |
Bambu Studio si distingue per la velocità di slicing e la gestione nativa del sistema AMS (Automatic Material System), che permette stampe multi-colore e multi-materiale senza configurazioni manuali complesse. Per aziende che lavorano con Bambu Lab X1 o P1, è la scelta naturale e più efficiente.
PrusaSlicer offre un controllo granulare sui supporti, con algoritmi organici che riducono il materiale di supporto del 20-30% rispetto ai metodi tradizionali. È la preferenza di chi lavora su pezzi tecnici complessi con geometrie difficili. Ha una curva di apprendimento più ripida, ma i risultati giustificano l'investimento di tempo.
Cura rimane il punto di riferimento per i laboratori con un parco macchine eterogeneo. Supporta centinaia di modelli di stampanti diversi attraverso plugin e profili della community. Non è il più veloce né il più ottimizzato, ma la sua flessibilità è imbattibile in contesti misti.
Per le aziende, la scelta dovrebbe basarsi su questi criteri concreti:
- Compatibilità con le macchine in uso o pianificate
- Velocità del workflow end-to-end (importazione, slicing, export)
- Qualità dei supporti per le geometrie tipiche dei propri progetti
- Gestione multi-colore o multi-materiale se il workflow lo richiede
- Integrazione con sistemi di gestione della produzione
Slicing avanzato per prototipazione e produzione personalizzata con Bambu Lab
Dopo il confronto generale, entriamo ora nell'ambito avanzato: come i nuovi slicer come Bambu Studio fanno la differenza nella produzione professionale e personalizzata. Questo non è un tema astratto. Si traduce in numeri concreti: meno ore di lavoro, meno materiale sprecato, meno pezzi da rifare.
Bambu Studio include funzionalità che trasformano il workflow professionale in modo misurabile. Le best practice di prototipazione industriale convergono su un punto: la riduzione delle iterazioni è la leva più efficace per abbassare i costi di sviluppo.
| Funzionalità | Bambu Studio | Cura | PrusaSlicer |
|---|---|---|---|
| Preview layer-by-layer | Avanzata, colorata | Base | Avanzata |
| Supporto AMS multi-colore | Nativo | Plugin | Parziale |
| Stima tempo/filamento | Alta precisione | Media precisione | Alta precisione |
| Calibrazione automatica | Integrata | Manuale | Manuale |
| Velocità di slicing | Molto alta | Media | Alta |
Come evidenziato in analisi comparative, Bambu Studio offre workflow ottimizzati con AMS per multi-colore, preview layer-by-layer e stime precise di tempo e filamento, riducendo le iterazioni e gli sprechi rispetto a Cura o PrusaSlicer in contesti di produzione professionale.
In termini pratici, un'azienda che stampa 15-20 prototipi al mese può ridurre gli sprechi di materiale del 15-25% semplicemente adottando un profilo slicer ottimizzato e verificando ogni stampa con la preview layer-by-layer prima dell'avvio. La stima precisa del filamento consente anche di pianificare meglio le forniture e i costi per commessa.
Consiglio Pro: per la produzione di micro-serie, usa Bambu Studio con profili salvati per ogni materiale e geometria ricorrente. Il tempo investito una volta nella configurazione del profilo si recupera in pochi cicli di stampa. Abbina questa pratica a una guida per progettare prototipi che ottimizzi il modello già in fase di design per ridurre la complessità dello slicing.
Il sistema AMS di Bambu Lab è un caso particolarmente interessante. Permette di gestire fino a 16 bobine di filamento diverse in un singolo workflow automatizzato, con cambio colore gestito direttamente dallo slicer senza interventi manuali. Per aziende che producono componenti multi-colore o necessitano di materiali con proprietà diverse nello stesso pezzo (esempio: rigido e flessibile), questo sistema riduce i tempi di setup di ore per ogni lavorazione.
Perché la scelta dello slicer 3D determina il successo della stampa professionale
Esiste una convinzione diffusa nei team tecnici: lo slicer è un passaggio amministrativo, quasi automatico. Si importa il file, si clicca "slice", si avvia la stampa. Questa visione sottovaluta radicalmente quanto il software influenzi ogni aspetto del risultato finale, dai costi alle prestazioni meccaniche del pezzo.
La realtà che vediamo ogni giorno è diversa. Lo slicer è la leva di controllo della produzione 3D. Ogni decisione presa nel software, consapevolmente o per inerzia, si traduce in caratteristiche fisiche misurabili. Un profilo sbagliato non crea solo un pezzo esteticamente inferiore: crea un pezzo che potrebbe fallire sotto carico, con tolleranze fuori specifica o con un costo di produzione inutilmente alto.
Il problema della scelta per abitudine è reale. Molti professionisti usano lo stesso slicer che hanno imparato anni fa, spesso Cura, perché "funziona". Ma funzionare non è lo stesso che funzionare bene. Con l'arrivo di stampanti di nuova generazione come quelle Bambu Lab, che lavorano a velocità tre volte superiori alle macchine tradizionali, usare uno slicer non ottimizzato significa non sfruttare il potenziale della macchina e spesso ottenere risultati peggiori di quanto possibile.
La ripetibilità è un altro aspetto ignorato. In produzione, non basta che un pezzo venga bene. Deve venire bene ogni volta, con lo stesso profilo, sulle stesse macchine. Uno slicer che permette di salvare, condividere e versionare i profili di stampa è uno strumento industriale. Uno che richiede di riconfigurare ogni volta è un ostacolo alla scalabilità.
I vantaggi della produzione in micro-serie dipendono proprio da questa ripetibilità. Le aziende che riescono a produrre lotti di 10-50 pezzi con qualità costante sono quelle che hanno investito in workflow slicer standardizzati, non solo in macchine costose.
La raccomandazione è semplice ma scomoda: scegli lo slicer in base al tuo workflow reale, non alla popolarità o alla familiarità. Testa parametri diversi su geometrie reali. Misura i risultati. La configurazione ottimale di uno slicer è un asset aziendale, esattamente come una macchina utensile calibrata.
Passa dalla teoria alla pratica: le soluzioni Lovabyte per slicing e stampa 3D
Capire lo slicing in teoria è il primo passo. Applicarlo correttamente al tuo workflow di prototipazione o produzione richiede esperienza, strumenti giusti e spesso un confronto con chi lo fa ogni giorno. Noi di Lovabyte lo facciamo esattamente questo, per aziende e professionisti che vogliono risultati senza perdere tempo in tentativi.

Attraverso i nostri percorsi formativi e workshop, puoi imparare a configurare Bambu Studio e gli altri slicer principali per le tue specifiche esigenze, con esempi pratici su materiali e geometrie reali. Se hai già in mente un progetto e vuoi sapere quanto costa realizzarlo, puoi richiedere un preventivo direttamente online, con stime precise su tempi e materiali. E se hai bisogno di supporto tecnico su tutto il ciclo di produzione, i nostri servizi di stampa 3D professionale coprono ogni fase, dallo slicing alla consegna del pezzo finito.
Domande frequenti su slicer 3D
Qual è la differenza tra slicer e modellatore 3D?
Il modellatore 3D crea il file digitale (STL o OBJ), mentre lo slicer lo trasforma in istruzioni operative per la stampante, generando il G-code di stampa#:~:text=A%20slicer%20is%20a%20toolpath) con tutti i parametri di esecuzione.
Posso usare qualsiasi slicer con la mia stampante 3D?
Molti slicer supportano diversi modelli di stampanti, ma software come Bambu Studio sono ottimizzati per macchine specifiche e offrono prestazioni e automazioni che i software generici non possono replicare.
Quali vantaggi porta uno slicer avanzato come Bambu Studio?
Automatizza la gestione multi-colore tramite AMS, fornisce preview dettagliate layer-by-layer e riduce sprechi e iterazioni: come confermato da analisi comparative, Bambu Studio riduce iterazioni rispetto a software più generici in contesti di produzione professionale.
Cosa posso regolare in uno slicer 3D?
Puoi configurare altezza layer, pattern di infill#:~:text=A%20slicer%20is%20a%20toolpath), densità di riempimento, tipo e quantità di supporti, velocità di stampa e temperature: ogni parametro influenza direttamente resistenza meccanica, qualità superficiale e tempi di produzione.