
In breve:
- Le tecniche di assemblaggio dei componenti 3D si classificano in quattro categorie principali: assemblaggio meccanico, interferenza, incollaggio industriale e saldatura, scelte in base a materiali, precisione e funzione finale. Le soluzioni più utilizzate comprendono inserti filettati a caldo, incastro a pressione e adesivi strutturali, che garantiscono affidabilità e tempi di montaggio ridotti. Un'accurata progettazione DFA, abbinata a lavorazioni ibride e scelte di adesivi adeguati, permette di ottimizzare velocità, precisione e durata del prodotto.
Le tecniche di assemblaggio componenti 3D si dividono in quattro categorie principali: assemblaggio meccanico, interferenza, incollaggio industriale e saldatura. La scelta tra queste categorie dipende dal materiale stampato, dalla precisione richiesta e dalla funzione finale del pezzo. Strumenti come viteria, inserti filettati, adesivi epossidici e lavorazioni CNC di precisione coprono la quasi totalità dei casi applicativi nel settore industriale. Conoscere i limiti e i vantaggi di ciascun metodo è il punto di partenza per progettare assemblaggi affidabili, smontabili o permanenti secondo le esigenze del progetto.
1. Quali sono le tecniche meccaniche più efficaci per assemblare componenti 3D?
L'assemblaggio meccanico è il metodo più diffuso per unire componenti stampati in 3D quando serve smontabilità o resistenza strutturale elevata. Viti, rivetti e inserti filettati garantiscono giunzioni controllabili e ripetibili, adatte sia alla prototipazione rapida che alla produzione in micro-serie.
Gli inserti filettati a caldo rappresentano la soluzione più affidabile per i materiali termoplastici come PLA, PETG e ABS. Si inseriscono con un saldatore a temperatura controllata e creano una sede metallica stabile che regge cicli di montaggio e smontaggio ripetuti. Le viti autofilettanti, invece, funzionano bene per assemblaggi leggeri ma degradano il filetto dopo pochi cicli.
Le spine di posizionamento risolvono uno dei problemi più frequenti nell'assemblaggio di oggetti tridimensionali: il disallineamento tra parti. Una spina da 3–5 mm inserita in fori accoppiati riduce l'errore di posizionamento a pochi centesimi di millimetro. I magneti al neodimio incassati nel design offrono invece un'alternativa per assemblaggi rimovibili frequentemente, come coperchi, pannelli e accessori modulari.
Vantaggi e limiti del metodo meccanico:
- Smontabilità completa senza danneggiare i componenti
- Resistenza meccanica prevedibile e misurabile
- Costo degli elementi di fissaggio che aumenta con i volumi
- Fori e sedi che richiedono tolleranze progettate con cura nel CAD
- Inserti metallici che aggiungono peso ma aumentano la durata del filetto
Consiglio pro: Progetta sempre le sedi per gli inserti con un diametro inferiore di 0,2–0,4 mm rispetto al diametro esterno dell'inserto. Questa interferenza controllata garantisce una presa ottimale dopo l'inserimento a caldo, senza deformare la parete del componente.
In ambito automotive e medicale, l'assemblaggio meccanico con inserti filettati è lo standard per componenti che devono essere sostituiti o ispezionati periodicamente. La guida step per assemblare modelli 3D di Lovabyte approfondisce le configurazioni più usate in produzione.
2. Come funziona l'assemblaggio per interferenza e incastro nella stampa 3D?
L'assemblaggio per interferenza sfrutta la deformazione elastica del materiale per creare una giunzione stabile senza elementi esterni. Il calettamento termico, variante di questo metodo, usa la dilatazione termica per inserire una parte nell'altra con forza controllata.
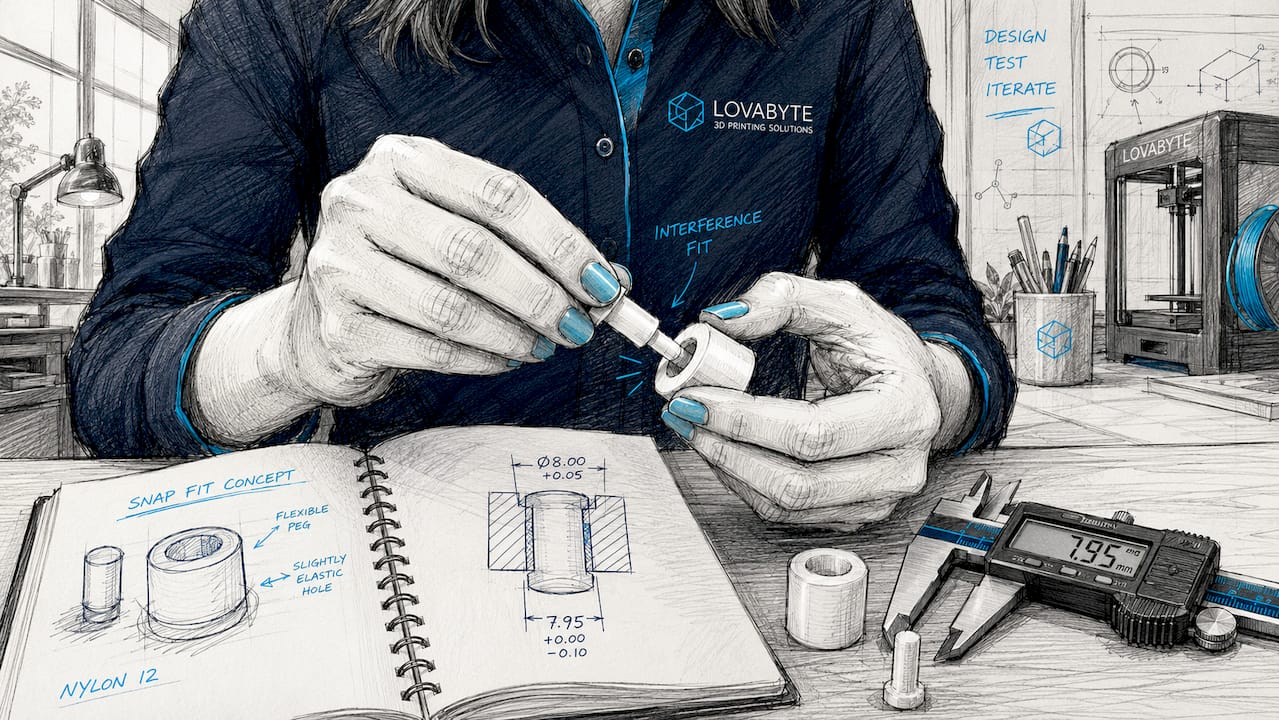
L'incastro a pressione funziona meglio quando il design include smussi di ingresso e linguette di allineamento che guidano il montaggio e riducono gli errori. Queste caratteristiche geometriche accelerano il montaggio e rendono il processo ripetibile anche senza attrezzature speciali. Il risultato è un'unione che non richiede viti né adesivi, con un risparmio diretto sui costi di assemblaggio.
La tecnologia di stampa scelta influenza direttamente la qualità dell'incastro. La precisione SLA di ±0,05–0,1 mm permette incastri con tolleranze strette e superfici lisce. L'FDM, con una precisione di ±0,5–1 mm, richiede margini più ampi e spesso una post-lavorazione delle superfici di accoppiamento.
| Metodo | Smontabilità | Precisione richiesta | Materiali compatibili |
|---|---|---|---|
| Interferenza a pressione | Difficile | Alta (±0,1 mm) | PETG, ABS, Nylon |
| Calettamento termico | No | Molto alta | Metallo su plastica |
| Incastro con linguette | Sì (limitata) | Media | PLA, PETG, ABS |
| Snap-fit flessibile | Sì | Media | TPU, PETG flessibile |
Materiali come PETG e Nylon tollerano meglio le deformazioni elastiche richieste dall'incastro a pressione rispetto al PLA, che è più rigido e fragile. Per il calettamento termico, la combinazione più comune in ambito industriale è un inserto metallico su sede in termoplastico.
3. Quando e come utilizzare incollaggi strutturali per componenti 3D?
L'incollaggio strutturale è la tecnica giusta quando si devono unire materiali diversi, come plastica e metallo, o quando la geometria non permette elementi meccanici. Gli adesivi strutturali distribuiscono lo stress meccanico su tutta la superficie di contatto, riducendo i picchi di tensione che causano rotture localizzate.
Le tipologie di adesivi più usate nella stampa 3D industriale sono:
- Epossidici bicomponenti: resistenza meccanica elevata, ideali per giunzioni strutturali permanenti tra plastica e metallo. Tempo di polimerizzazione da 5 minuti a 24 ore secondo la formulazione.
- Cianoacrilati: presa rapida su superfici lisce, adatti per riparazioni veloci e assemblaggi leggeri. Fragili sotto stress dinamici.
- Adesivi ibridi metil-metacrilato (MMA): combinano flessibilità e resistenza, usati in automotive e aerospaziale per unire materiali con coefficienti di dilatazione diversi.
La preparazione della superficie è determinante per la qualità dell'incollaggio. Le superfici FDM presentano una rugosità Ra di 15–50 μm che favorisce l'ancoraggio meccanico dell'adesivo. Le superfici SLA, con Ra di 1–5 μm, richiedono spesso una sabbiatura leggera o un primer per aumentare l'adesione.
Il PLA può essere incollato con acetone come adesivo di contatto, anche se questo solvente non leviga il materiale come fa con l'ABS. Per giunzioni strutturali su PLA, un epossidico bicomponente rimane la scelta più affidabile.
Consiglio pro: Prima di applicare l'adesivo, pulisci le superfici con isopropanolo al 99% e lascia asciugare completamente. Qualsiasi traccia di grasso o umidità riduce la resistenza della giunzione fino al 40% rispetto a una superficie preparata correttamente.
L'uso di adesivi strutturali per unire materiali diversi è sempre più presente nella stampa 3D industriale. Questa tecnica alleggerisce le strutture e distribuisce i carichi in modo uniforme, due vantaggi che i metodi meccanici tradizionali non garantiscono con la stessa efficienza.
4. Lavorazioni ibride: stampa 3D e CNC per assemblaggi di precisione
L'approccio ibrido combina la libertà geometrica della stampa 3D con la precisione delle lavorazioni CNC per raggiungere tolleranze impossibili con il solo additivo. La stampa 3D non sostituisce il CNC: i due metodi si integrano, con l'additivo per le forme complesse e il CNC per finiture e tolleranze elevate.
Il concetto chiave è il near-net-shape: si stampa il componente con un sovrametallo di 0,3–1 mm sulle superfici critiche, poi si eseguono lavorazioni meccaniche di precisione per raggiungere la tolleranza finale. Questo approccio riduce il materiale rimosso dal CNC e abbatte i tempi di lavorazione rispetto alla fresatura da pieno.
Le lavorazioni secondarie più comuni dopo la stampa 3D sono:
- Foratura di precisione: per fori con tolleranze H7 che accolgono spine o cuscinetti
- Maschiatura: per filetti metrici resistenti, superiori a quelli stampati direttamente
- Alesatura: per sedi di accoppiamento con tolleranze centesimali
- Fresatura di superfici piane: per garantire planarità nelle superfici di contatto tra parti assemblate
| Lavorazione | Tolleranza raggiungibile | Applicazione tipica |
|---|---|---|
| Foratura CNC | ±0,02 mm | Sedi per spine e cuscinetti |
| Maschiatura | Classe 6H | Filetti metrici M3–M12 |
| Alesatura | ±0,005 mm | Accoppiamenti di precisione |
| Fresatura piana | ±0,01 mm | Superfici di tenuta e contatto |
Per tolleranze centesimali incompatibili con la sola stampa 3D, la pratica migliore è stampare near-net-shape e poi eseguire lavorazioni meccaniche personalizzate. Questo workflow è documentato nel dettaglio nella guida al workflow di stampa 3D di Lovabyte.
5. Come scegliere la tecnica di assemblaggio giusta per ogni progetto
La scelta della tecnica di assemblaggio dipende da tre variabili: il materiale stampato, la precisione richiesta e la funzione del componente nel suo ciclo di vita. Il Design for Assembly (DFA) fornisce un metodo strutturato per rispondere a queste domande prima di iniziare la progettazione.
Le domande guida del DFA per ogni componente sono:
- Il componente è necessario? Consolidare parti riduce il numero di giunzioni e i punti di guasto.
- Deve muoversi rispetto alle parti adiacenti? Se sì, l'incastro fisso non è applicabile.
- È in materiale diverso dalle parti vicine? Se sì, l'incollaggio strutturale o il meccanico sono le opzioni corrette.
- Quante volte verrà smontato? La risposta determina se usare inserti filettati o giunzioni permanenti.
- Quali tolleranze richiede l'applicazione? Sotto ±0,1 mm, l'approccio ibrido con CNC diventa necessario.
Progettare tenendo presente l'assemblaggio evita errori comuni e riduce i tempi grazie a caratteristiche di auto-posizionamento e a un numero ridotto di tipologie di elementi di fissaggio. Ogni tipo di fissaggio in meno semplifica il montaggio e riduce il rischio di errori.
"Incorporare funzionalità di assemblaggio direttamente nel design, come canali di raffreddamento o alloggi per il serraggio, semplifica e migliora l'efficienza del montaggio." — Produzione Additiva, Stefano Pavesi
Per assemblaggi in ambienti con vibrazioni o carichi dinamici, la combinazione di inserti filettati e adesivo strutturale offre la massima affidabilità. Per prototipi funzionali con cicli di revisione frequenti, l'incastro a pressione con snap-fit è la soluzione più rapida. Per componenti di precisione in produzione, l'approccio ibrido stampa 3D più CNC è lo standard industriale.
Punti chiave
Le tecniche di assemblaggio componenti 3D più efficaci combinano metodo meccanico, interferenza, incollaggio strutturale e lavorazioni ibride CNC in funzione del materiale, della precisione richiesta e del ciclo di vita del componente.
| Punto | Dettagli |
|---|---|
| Metodo meccanico con inserti | Gli inserti filettati a caldo garantiscono filetti duraturi su termoplastici per assemblaggi smontabili. |
| Interferenza e incastro | SLA permette incastri a ±0,1 mm; FDM richiede margini più ampi e post-lavorazione delle superfici. |
| Incollaggio strutturale | Gli epossidici bicomponenti distribuiscono lo stress su tutta la superficie, superiori ai cianoacrilati per carichi elevati. |
| Approccio ibrido near-net-shape | Stampare con sovrametallo e rifinire con CNC è l'unico metodo per tolleranze centesimali affidabili. |
| DFA come metodo di progetto | Ridurre il numero di componenti e integrare funzioni di auto-posizionamento abbassa tempi e costi di assemblaggio. |
Il mio punto di vista sull'assemblaggio nella stampa 3D industriale
Ho visto molti tecnici trattare l'assemblaggio come un problema da risolvere dopo la stampa. Questo è l'errore più costoso che si possa fare in un progetto di produzione additiva.
L'assemblaggio va progettato prima ancora di aprire il software di slicing. Quando lavoro con ingegneri che arrivano da un background CNC tradizionale, noto spesso una resistenza verso gli incastri a pressione e gli snap-fit: li percepiscono come soluzioni "di plastica", meno serie delle viti. La realtà è che un incastro ben progettato in PETG regge carichi che sorprendono anche i più scettici.
L'approccio ibrido con lavorazioni CNC è sottovalutato nel settore maker ma è lo standard nell'industria aerospaziale e medicale. Stampare near-net-shape e rifinire con alesatura o maschiatura non è una complicazione: è il modo corretto di usare l'additivo quando le tolleranze contano davvero. Chi evita questo passaggio per risparmiare tempo finisce per rifare il componente due o tre volte.
Un'ultima osservazione sugli adesivi: il cianoacrilato è lo strumento sbagliato per quasi tutto ciò che non è una riparazione temporanea. Gli epossidici bicomponenti costano di più e richiedono più tempo, ma la differenza di affidabilità in condizioni di carico reale è netta. Scegliere l'adesivo giusto è tanto importante quanto scegliere il materiale di stampa.
— Giacomo
Lovabyte per chi vuole padroneggiare l'assemblaggio 3D
Conoscere le tecniche è il primo passo. Applicarle correttamente su macchine calibrate e con materiali certificati è il secondo.

Lovabyte, con sede a Melegnano, offre corsi e workshop pratici dedicati a tecnici e ingegneri che vogliono approfondire le fasi di assemblaggio 3D, dalla progettazione DFA alle lavorazioni ibride. Il laboratorio fisico permette di sperimentare direttamente su stampanti Bambu Lab con assistenza tecnica specializzata. Per chi ha già un progetto in corso, il servizio di assistenza tecnica professionale supporta la configurazione e l'ottimizzazione del workflow produttivo. Lovabyte è il riferimento nazionale per chi vuole passare dalla prototipazione alla produzione con metodo.
Domande frequenti
Qual è la tecnica di assemblaggio più usata nella stampa 3D?
L'assemblaggio meccanico con inserti filettati a caldo è il metodo più diffuso per componenti FDM in produzione. Garantisce smontabilità e resistenza del filetto superiore a quella stampata direttamente.
Quando conviene usare l'approccio ibrido stampa 3D più CNC?
L'approccio ibrido è necessario quando le tolleranze richieste scendono sotto ±0,1 mm. Si stampa near-net-shape con sovrametallo e si rifinisce con foratura, alesatura o maschiatura CNC.
Quali adesivi funzionano meglio per incollare componenti stampati in 3D?
Gli epossidici bicomponenti offrono la resistenza meccanica più alta per giunzioni strutturali permanenti. I cianoacrilati sono adatti solo per assemblaggi leggeri o riparazioni temporanee.
Come si progetta un incastro a pressione affidabile in stampa 3D?
Un incastro a pressione affidabile richiede smussi di ingresso, linguette di allineamento e tolleranze calibrate sulla tecnologia usata. Con SLA si lavora a ±0,1 mm; con FDM si allargano i margini a ±0,3–0,5 mm.
Cos'è il Design for Assembly e perché è utile nella stampa 3D?
Il DFA è un metodo di progettazione che riduce il numero di componenti e integra funzioni di auto-posizionamento nel design. Applicato alla stampa 3D, abbassa i tempi di montaggio e riduce gli errori di assemblaggio in produzione.