In breve:
- Un workflow accurato di preparazione del modello 3D riduce errori di stampa e rilavorazioni. La scelta corretta di software e formati come 3MF garantisce file completi e affidabili. Verificare la mesh e rispettare tolleranze precise assicura modelli chiusi e pronti alla produzione.
Il workflow preparazione modello 3D è il processo sistematico che trasforma un'idea digitale in un file stampabile, privo di errori geometrici e pronto per la produzione. Un modello visivamente corretto nel software CAD può nascondere micro-fessure, normali invertite o geometrie non-manifold che mandano in errore qualsiasi slicer. Conoscere ogni fase del processo di modellazione 3D, dagli strumenti di verifica alla scelta dei parametri di stampa, è la differenza tra un prototipo riuscito al primo tentativo e ore di rilavorazione.
Quali strumenti e requisiti servono per un workflow 3D efficace?
Il punto di partenza di qualsiasi flusso di lavoro 3D è scegliere il software giusto per il tipo di geometria che vuoi realizzare. I software CAD parametrici come Fusion 360 e FreeCAD sono la scelta naturale per parti meccaniche con quote precise. I modellatori a superfici libere come Blender o ZBrush servono per forme organiche e sculture. La scelta del software determina anche il formato di esportazione più adatto.
I formati file standard nel processo di modellazione 3D sono tre: STL, 3MF e STEP. L'STL è il formato più diffuso ma codifica solo la geometria della mesh, senza metadati. Il 3MF è il formato moderno: include colori, materiali e orientamento, ed è quello che Bambu Lab raccomanda per i propri slicer. Il STEP è preferito in ambito industriale perché mantiene la geometria parametrica e le tolleranze originali.
| Formato | Dati inclusi | Uso principale |
|---|---|---|
| STL | Solo mesh triangolata | Stampa 3D generica |
| 3MF | Mesh, colori, materiali, orientamento | Stampa 3D avanzata, Bambu Lab |
| STEP | Geometria parametrica, tolleranze | Produzione industriale, CAD |
| OBJ | Mesh, texture, materiali | Rendering, scultura digitale |
Prima di esportare, il modello deve soddisfare tre requisiti tecnici fondamentali: il volume deve essere chiuso, le normali devono puntare verso l'esterno e non devono esistere geometrie errate. Un modello corretto è privo di errori non-manifold e ha superfici orientate verso l'esterno. Questo significa che ogni bordo della mesh deve essere condiviso esattamente da due facce, né più né meno.
Consiglio pro: Prima di esportare in STL, imposta la risoluzione angolare a 0,5° e la tolleranza lineare a 0,01 mm. Valori più grossolani generano mesh con facce troppo grandi che perdono dettaglio sulle superfici curve.
Come creare una mesh chiusa e corretta per la stampa 3D?
La mesh manifold è il requisito tecnico più frainteso nel processo di preparazione 3D. Il concetto di manifold implica che ogni bordo sia condiviso esattamente da due facce, garantendo proprietà topologiche solide al modello. Un modello non-manifold non è un solido chiuso: è una superficie con buchi, e nessuno slicer riesce a calcolarne il volume in modo affidabile.
Gli errori più comuni che rendono una mesh non-manifold sono:
- Facce duplicate: due triangoli sovrapposti nello stesso punto, invisibili a schermo ma letali per lo slicer
- Normali invertite: facce che puntano verso l'interno del volume invece che verso l'esterno
- Bordi aperti: spigoli condivisi da una sola faccia, che creano fori nella superficie
- Geometrie auto-intersecanti: parti del modello che si compenetrano senza essere unite correttamente
- Vertici isolati: punti non collegati ad alcuna faccia, residui di operazioni booleane mal eseguite
Un modello CAD visivamente corretto può presentare micro-fessure o facce duplicate invisibili che compromettono la stampa. Strumenti automatici come la funzione "Make Manifold" disponibile in Meshmixer o i controlli integrati negli slicer moderni rilevano e riparano la maggior parte di questi errori in pochi secondi.
Applicare raggi e raccordi ai bordi vivi è un'altra pratica che molti trascurano. Raccordi e raggi riducono le tensioni interne nel pezzo stampato, migliorando affidabilità e qualità dimensionale. Un bordo vivo a 90° concentra lo stress meccanico in un punto singolo. Un raccordo di anche solo 0,5 mm distribuisce quel carico su una superficie più ampia.
Consiglio pro: Dopo la riparazione automatica, esegui sempre un controllo visivo manuale ruotando il modello con la visualizzazione delle normali attiva. Gli strumenti automatici correggono la topologia, ma non sempre interpretano correttamente l'intenzione progettuale originale.
Qual è il procedimento passo passo dalla verifica alla preparazione del file?
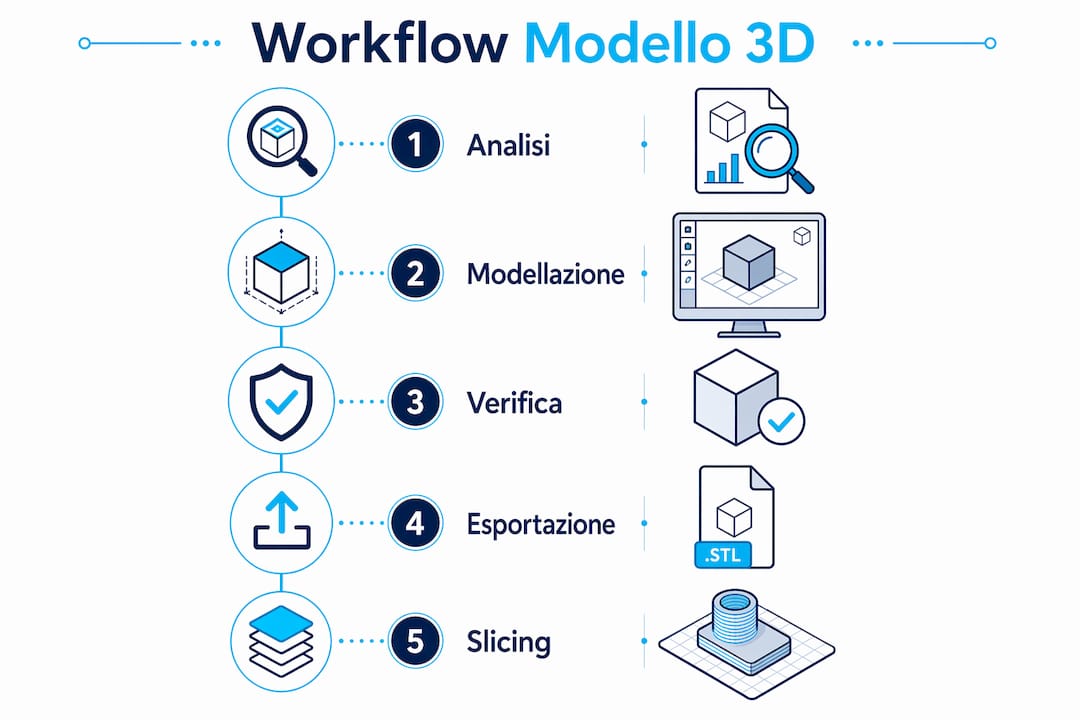
Il workflow standard per la preparazione di un modello 3D comprende cinque fasi sequenziali: analisi dei requisiti, modellazione, verifica, esportazione e slicing. Saltare anche una sola fase aumenta il rischio di fallimento in stampa. Ogni fase ha un output preciso che diventa l'input della successiva.
Fase 1: analisi dei requisiti
Definisci la funzione del pezzo, la tecnologia di stampa e il materiale prima di aprire il software. La tecnologia scelta, FDM, SLA o SLS, impone vincoli geometrici diversi. Puoi approfondire le differenze tra tecnologie nella guida FDM vs SLA di Lovabyte.
Fase 2: modellazione
Costruisci il modello rispettando i vincoli della tecnologia scelta fin dalla prima sketch. Progettare con il metodo DfAM (Design for Additive Manufacturing) significa pensare alla stampa durante la modellazione, non dopo. DfAM è fondamentale per ottenere un modello stampabile e funzionale: un file CAD perfetto fallisce se non considera tecnologia, materiale e orientamento.
Fase 3: verifica
Esegui l'analisi della mesh con gli strumenti di diagnostica del tuo software o con un tool dedicato. Controlla chiusura del volume, orientamento delle normali e assenza di geometrie errate. Correggi tutti gli errori prima di procedere all'esportazione.
Fase 4: esportazione
Esporta nel formato corretto per la tecnologia e lo slicer che utilizzi. Per stampanti Bambu Lab, il formato 3MF è preferibile all'STL perché trasferisce anche le impostazioni di stampa.
Fase 5: slicing e preparazione G-code
Il processo di slicing converte il modello 3D in G-code con parametri personalizzati per la stampa. I parametri principali da impostare sono:
- Altezza layer: valori bassi (0,1–0,15 mm) per dettaglio superficiale, valori alti (0,2–0,3 mm) per velocità
- Orientamento: scegli l'asse che minimizza i supporti e massimizza la resistenza meccanica
- Riempimento (infill): 15–20% per prototipi estetici, 40–60% per parti funzionali
- Supporti: usa supporti ad albero per geometrie complesse, evita supporti su superfici estetiche
- Temperatura e velocità: segui i profili del produttore del filamento come punto di partenza
| Parametro | Valore basso | Valore alto | Impatto principale |
|---|---|---|---|
| Altezza layer | 0,1 mm | 0,3 mm | Qualità superficiale vs velocità |
| Infill | 15% | 60% | Peso vs resistenza |
| Velocità stampa | 40 mm/s | 200 mm/s | Qualità vs tempo |
| Temperatura ugello | 200°C | 260°C | Adesione vs degradazione |
Come gestire materiali, orientamento e tolleranze nel flusso di lavoro 3D?
La scelta del materiale non è l'ultimo passo del workflow: è un vincolo che condiziona ogni decisione progettuale precedente. Il PLA richiede spessori minimi diversi rispetto al PETG o all'ASA. La guida ai materiali per stampa 3D di Lovabyte offre un confronto dettagliato tra le proprietà meccaniche dei principali filamenti.
Le tolleranze di assemblaggio variano in modo significativo tra tecnologie e materiali. Spessore minimo delle pareti, diametro dei fori e giochi tra componenti dipendono dalla tecnologia usata: lo spessore minimo è 0,4 mm, il diametro minimo dei fori è 0,8 mm e il gioco tra componenti accoppiati va da 0,2 mm a 0,5 mm. Questi valori non sono teorici: sono i limiti pratici sotto i quali la stampa non riesce a riprodurre la geometria con affidabilità.
L'orientamento del modello nel piano di stampa è una delle decisioni più sottovalutate. L'orientamento influisce non solo sulla qualità superficiale visibile, ma anche sulle proprietà meccaniche e sui tempi di produzione. Un pezzo stampato con i layer paralleli alla direzione del carico principale è più resistente dello stesso pezzo orientato in modo diverso.
Considera questi fattori nella scelta dell'orientamento:
- Resistenza meccanica: orienta i layer perpendicolari alla direzione del carico principale
- Qualità superficiale: posiziona le superfici estetiche rivolte verso l'alto o lateralmente, mai verso il basso
- Supporti: minimizza le superfici a sbalzo oltre i 45° per ridurre i supporti necessari
- Cavità interne: nelle stampe SLS, prevedi fori di drenaggio per evitare che la polvere rimanga intrappolata nelle cavità chiuse
La progettazione DfAM integra tutti questi elementi fin dalla fase di concept. Un approccio integrato che considera tecnologia, materiale e orientamento durante la progettazione è la base del successo nella manifattura additiva.
Punti chiave
Un workflow di preparazione modello 3D strutturato riduce i fallimenti in stampa, abbatte i tempi di rilavorazione e garantisce risultati ripetibili dalla prima alla centesima copia.
| Punto | Dettagli |
|---|---|
| Mesh manifold obbligatoria | Ogni bordo deve essere condiviso da esattamente due facce prima dell'esportazione. |
| Formato file conta | Il 3MF trasferisce metadati e impostazioni; l'STL codifica solo la geometria grezza. |
| DfAM dalla prima sketch | Progetta pensando a tecnologia, materiale e orientamento fin dall'inizio, non a posteriori. |
| Tolleranze precise | Spessore minimo 0,4 mm, fori da 0,8 mm, giochi di assemblaggio tra 0,2 e 0,5 mm. |
| Slicing come fase critica | Altezza layer, orientamento e infill determinano resistenza, qualità e tempo di stampa. |
Il workflow strutturato vale ogni minuto investito
Ho visto centinaia di file arrivare in stampa con problemi che si sarebbero risolti in cinque minuti di verifica. Il modello sembrava perfetto a schermo, ma lo slicer generava percorsi assurdi perché la mesh aveva tre bordi aperti in un angolo nascosto. Il risultato era un pezzo inutilizzabile e ore di stampa sprecate.
La verità scomoda è che la maggior parte degli errori nei modelli amatoriali non nasce dalla modellazione, ma dalla fretta di arrivare alla stampa. Si salta la fase di verifica perché "sembra tutto a posto". Si esporta in STL con impostazioni di default perché "ha sempre funzionato". Si orienta il pezzo a caso perché "tanto poi si vede".
Quello che ho imparato lavorando con professionisti e maker è che un workflow strutturato non rallenta: accelera. Chi dedica dieci minuti alla verifica della mesh e alla scelta consapevole dell'orientamento stampa al primo tentativo. Chi salta questi passaggi stampa tre volte e poi torna a correggere il file.
I modelli 3D moderni sono Digital Twin completi di metadati e tolleranze che permettono simulazioni e prevedibilità, riducendo errori fisici in stampa. Usare questa capacità significa trattare il file 3D non come un disegno tecnico, ma come un gemello digitale del pezzo fisico. Ogni decisione presa nel software si riflette direttamente sul risultato in stampa.
Il consiglio più concreto che posso darti: costruisci una checklist personale con i controlli da eseguire prima di ogni esportazione. Non affidarti alla memoria. La checklist non è una perdita di tempo: è il tuo sistema di qualità personale.
— Giacomo
Formazione e supporto Lovabyte per il tuo workflow 3D
Conoscere la teoria è il primo passo. Applicarla su progetti reali, con feedback immediato, è quello che consolida le competenze.

Lovabyte, con sede a Melegnano, organizza corsi e workshop pratici dedicati alla stampa 3D professionale, dalla preparazione del file alla gestione dello slicer su macchine Bambu Lab. I professionisti che vogliono strutturare un workflow di produzione affidabile trovano nell'ecosistema Lovabyte consulenze personalizzate, configurazioni assistite e un laboratorio fisico dove testare direttamente le tecniche descritte in questa guida. Chi vuole anche monetizzare i propri modelli può accedere al marketplace creator per vendere design personalizzati.
Domande frequenti
Cos'è una mesh manifold nella modellazione 3D?
Una mesh manifold è una geometria in cui ogni bordo è condiviso esattamente da due facce, formando un volume chiuso senza buchi. Solo le mesh manifold possono essere stampate correttamente in 3D.
Qual è il formato file migliore per la stampa 3D?
Il formato 3MF è preferibile all'STL perché include metadati, colori e impostazioni di stampa. L'STL codifica solo la geometria della mesh e non trasferisce nessuna informazione aggiuntiva.
Quali tolleranze devo rispettare nel workflow preparazione modello 3D?
Lo spessore minimo delle pareti è 0,4 mm, il diametro minimo dei fori è 0,8 mm e il gioco tra componenti accoppiati va da 0,2 mm a 0,5 mm, in base alla tecnologia e al materiale usati.
Come scelgo l'orientamento del modello nello slicer?
Orienta il pezzo in modo che i layer siano perpendicolari alla direzione del carico principale e che le superfici estetiche siano rivolte verso l'alto o lateralmente. Questo massimizza resistenza meccanica e qualità superficiale.
Cosa significa DfAM e perché è importante?
DfAM (Design for Additive Manufacturing) è l'approccio progettuale che integra i vincoli della stampa 3D fin dalla prima fase di modellazione. Un modello CAD perfetto fallisce in stampa se non considera tecnologia, materiale e orientamento durante la progettazione.